

Grundlegende Spezifikationen für die Erstellung der Schablone
In SMT -Fertigung Prozesse, Die Präzision der Schablonenblende bestimmt direkt Lötpastendruckqualität. Nach IPC-7525-Standards, Wir analysieren die Parameter für essentielle Engineering:
Dreidimensionales Spannungsmatrixmodell
Verwendung der Materialmechanikformel:
T = (E × ΔL)/L
*(Wo e = jungmodul, 200GPA für Edelstahl)*
-
Anfangspannung ≥ 40 n/cm für neue Schablonen
-
Ersatzschwelle ≤ 32n/cm
-
3× 3 Matrixmessungspunkte (Wie in Abbildung gezeigt 1)
Empirische Daten zeigen:
-
12% Abnahme der Lötpaste -Freisetzungsrate, wenn die Spannung von 40 n/cm auf 35 n/cm sinkt
-
0.03MM -Positionsabweichung zunimmt
Wellenleitungsprinzipien für die Startmarke Design
Mit schwarzen Epoxidhäusern gefüllte halbgestützte Treuhande erreichen optimales Reflexionsvermögen (0.3-0.5 Lux). Durch Fresnel -Gleichungen:
R = [(n₁ – n₂)/(n₁ + n₂)]²
*(N₁ = 1,0 für Luft, N₂ = 1,55 für Epoxid)*
Theoretisches Reflexionsvermögen: 18.3%, Ideal für Maschinenvisionssysteme.
Leadless Component Aperture Design Matrix

Goldenes Verhältnis für Standard -Chipkomponenten
0603 Pakete:
-
0.85mm innere quadratische Pads innen geschnitten
-
Konkave Tiefe φ = y₁/3 = 0,26 mm
-
Flächenkompensation K = 1,1:
A = π(D₁/2)² = π ×(0.86/2)² = 0,58 mm²
0805 Pakete:
-
1.1MM innere Abstand
-
Konkaver Radius φ = 0,42 mm
-
1.46× Flächenvergrößerungsfaktor
Topologieoptimierung für spezielle Komponenten
1206 Array -Kondensatoren:
-
X-Achse-Offset Δx = 0,1 mm
-
Reduktion Aperturkoeffizient η = 0,12
-
Endgültige Breite x₂ = x₁-η = 0,45 mm
Dieses asymmetrische Design kompensiert die thermische Verformung während des Reflows, Reduzierung von Tombstoning durch 37%.

Präzisionsöffnungssteuerungstechnologien
QFP -Brückenalgorithmus
0.5MM Pitch QFP:
-
Brückenbreite W₁ = 0,2 mm
-
Segmentverhältnis L₁:L₂ = 1:0.7
-
Filetradius r = 0,1 mm
CFD -Simulationen zeigen:
-
Die Lötveröffentlichungsrate verbessert sich gegenüber 82% Zu 91%
-
Überbrückungsfehler verringern sich um 68%
BGA -Gradientenkontrollstrategie
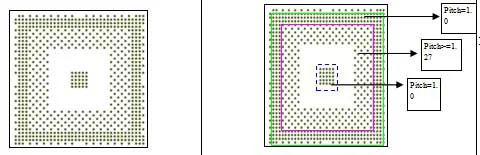

Vierschicht-Gradientenkontrolle:
-
Außenschicht: φ₁ = 0,42 mm (Unregelmäßige Array)
-
Zweite Schicht: Behalten Sie φ = 0,42 mm
-
Dritte Schicht: φ₂ = 0,42 mm (durch Freigabe)
-
Innenschicht: φ₁ = 0,42 mm
Durchmesser -Reduktionsrate:
d = (F-f₁)/Φ = 16%
Berechnung des Flächenverhältnisses:
Flächenverhältnis = Blendenfläche/Wandfläche = 0,42²/(π × 0,42 × 0,13) = 3.1
*(Trifft IPC 2.5-3.5 optimaler Bereich)*
Technische Überprüfungssysteme
Neun-Punkte-Spannungstests
3D koordinieren Anforderungen:
-
X-Achsenabstand = (Stencil Length – 100mm)/2
-
Y-Achsenabstand = (Stencil Width – 80mm)/2
-
Kantenfreiheit ≥ 50 mm
Aperture -Genauigkeitsvalidierungsmatrix
20 Zufällige Aperturmessungen müssen erfüllen:
-
X/y -Abweichung ≤ ± 0,02 mm
-
Rotationsfehler ≤ 0,5 °
-
Formtoleranz ≤ 0,03 mm
Fortgeschrittene Fertigungsaussichten
Mit 01005 Paketakzeption, Schablonenerstellung erreicht:
-
± 1 & mgr; m Schneidenpräzision
-
<3° Taper Control
-
Ra<0.2μm Oberflächenrauheit
KI-betriebene Systeme ermöglichen:
-
Echtzeit-Parameteroptimierung
-
± 3% Lötvolumenkontrolle
-
Zuverlässige Mikro-Pitch-Baugruppe
Abschluss
Dieser technische Rahmen umfasst 21 Kritische Parameter verbessert den Erstpassertrag durch 15%+ durch optimierte Spannungskontrolle und BGA -Gradientendesign.