
S1150GH -Funktionen
– Lead-free compatibility and excellent ion migration resistance
– Low Z-axis thermal expansion coefficient
– Halogen-free PCB, Antimonfrei, roter Phosphor frei, und keine anderen hochgiftigen und verbleibenden toxischen Komponenten während der Verbrennung von Abfällen
– Applicable to high-end HDI performance processing requirements
S1150GH -Anwendungsfeld
– Consumer Electronics
– Smartphones, Tabletten, Laptops
– LED, Spielgerät
S1150GH -PCB -Material
Halogenfreies PCB-Material Shengyi S1150GH


Halogenfreies PCB-Material von Shengyi S1150G.
PCB-Material für halogenfreie Multilayer-Karte mit hoher Zuverlässigkeit: S1150GH+Prepreg: S1150GHB -PCB -Fertigungsvorkehrungen
1. S1150GH/S1150GHB Speicherbedingungen
1.1 S1150GH/S1150GHB Copper Celad Plate
1.1.1 Speichermethode
Legen Sie es auf die Plattform oder das geeignete Rack in der ursprünglichen Verpackungsform, um einen starken Druck zu vermeiden und die Verformung der Platte zu verhindern, die durch unsachgemäße Lagerung verursacht wird.
1.1.2 Speicherumgebung
Die Platten sollten in einem belüfteten gelagert werden, Trocken- und Raumtemperaturumgebung, um direktes Sonnenlicht zu vermeiden, Regen und ätzende Gaserosion (Die Speicherumgebung wirkt sich direkt auf die Plattenqualität aus). Doppelpaneele sollten zwei Jahre in einer geeigneten Umgebung gelagert werden, und einzelne Panels sollten für ein Jahr in einer geeigneten Umgebung gespeichert werden. Die interne Leistung kann die Anforderungen des IPC4101 -Standards erfüllen.
1.1.3 Betrieb
Tragen Sie Reinigungshandschuhe, um den Teller vorsichtig zu handhaben. Kollision, gleiten, usw. wird die Kupferfolie beschädigen, und bloßen Handbetrieb verschmutzen die Kupferfolienoberfläche. Diese Mängel können sich negativ auf die Verwendung der Platte auswirken.
1.2 Halbhärtungsblatt
1.2.1 Speichermethode
Lagern Sie horizontal in der ursprünglichen Verpackungsform, um einen starken Druck und die Beschädigung des durch unsachgemäßen Speichers verursachten Halbhärtungsblechs zu vermeiden. Das verbleibende rollenförmige halbhärtende Blatt nach dem Schneiden muss mit frischem Film versiegelt und verpackt werden und in der Originalverpackung wieder in die Halterung gelegt werden.
1.2.2 Speicherumgebung
Der Prepreg muss in einem versiegelten Paket in einer Umgebung gelagert werden, die frei von ultraviolettem Licht ist. Die spezifischen Speicherbedingungen und die Speicherperiode sind wie folgt
Zustand 1: Temperatur<23 ℃, relative Luftfeuchtigkeit<50%, Speicherperiode von 3 Monate,
Zustand 2: Temperatur<5 ℃, Speicherperiode von 6 Monate,
Die relative Luftfeuchtigkeit hat einen großen Einfluss auf die Qualität des Prepregs, und die entsprechende Entfeuchtungsbehandlung sollte bei feuchtem Wetter durchgeführt werden. Es wird empfohlen, das Prepreg innerhalb zu verwenden 3 Tage nach dem Auspacken.
1.2.3 Schneiden
Für Fachleute ist es besser, saubere Handschuhe zum Schneiden zu tragen, um zu verhindern, dass die Oberfläche des Prepregs verschmutzt wird. Die Operation sollte vorsichtig sein, um zu verhindern, dass das Prepreg falten oder falten. Wenn PP geschnitten wird, Die Arbeitstabelle sollte zuerst gereinigt werden, um eine Kreuzkontamination verschiedener Arten von PP -Harzpulver zu vermeiden.
1.2.4 Vorsichtsmaßnahmen
Wenn der Prepreg aus der Kühllagerung genommen wird, Es muss den Temperaturwiederherstellungsprozess durchlaufen, bevor das Paket geöffnet wird. Die Temperaturrückgewinnungszeit ist mehr als 8 Std. (Abhängig von den spezifischen Speicherbedingungen). Das Paket kann nach der gleichen Temperatur wie der Umgebungstemperatur geöffnet werden. Das in Blättern geöffnete Prepreg muss in einem Zustand gespeichert werden 1 oder Bedingung 2 und so schnell wie möglich verbraucht. Nach mehr als 3 Tage, Es muss erneut überprüft und verwendet werden, nachdem seine Indikatoren qualifiziert sind. Nach dem Öffnen des rollförmigen Präparums geöffnet, Die verbleibende rollförmige Mantissa muss verwendet werden, Es ist erforderlich, versiegelte Verpackungen des ursprünglichen Verpackungsabschlusses durchzuführen und in dem Zustand zu speichern 1 oder Bedingung 2. Wenn es einen IQC -Inspektionsplan gibt, Der Prepreg wird so schnell wie möglich nach dem Erhalt getestet (Nicht mehr als 5 Tage) gemäß IPC-4101 Standard. Wenn der Prepreg vor der Verwendung entfeuchtet ist, Es wird empfohlen, die Bedingungen für das Entfeuchtungskabinett festzulegen: Temperatur<23 ℃, relative Luftfeuchtigkeit über 40%, und die Obergrenze der Schwankung darf nicht überschreiten 50%.
2. S1150GH/S1150GHB -PCB -Verarbeitungsvorschläge
2.1 Schneiden
Es wird empfohlen, die Sägenmaschine zum Schneiden zu verwenden, gefolgt von Schermaschine. Beachten Sie, dass das Schneiden mit Rollenmesser zu einer Delaminierung von Plattenkanten führen kann, Um zu vermeiden, um eine Plattenkantendelaminierung aufgrund von Werkzeugverschleiß und unsachgemäßer Freigabe zu vermeiden,.
2.2 Kernplattenbacken
Gemäß der tatsächlichen Nutzungssituation, Die Kernplatte kann gebacken werden. Wenn die Kernplatte nach dem Öffnen gebacken wird, Es wird empfohlen, die Kernplatte nach einer Hochdruckwasserwäsche nach dem Öffnen zu backen, um die Einführung von Harzpulver zu vermeiden, die während des Scherprozesses an der Plattenoberfläche erzeugt werden, was zu schlechtem Ätzen führen kann. Es wird empfohlen, die Kernplatte zu öffnen und gebacken zu werden 150 ℃/2 ~ 4h. Beachten Sie, dass die Platte die Wärmequelle nicht direkt kontaktieren kann.
2.3 Bräunung der inneren Schicht
Das S1150GH -Schema eignet sich für den Bräunungsprozess.
2.4 Stapelung
Der Stapelprozess muss sicherstellen, dass die Stapelsequenz der Bindungsblätter konsistent ist, und die umkippenden Maßnahmen sind während des Stapelprozesses zu vermeiden, um die Probleme wie das Verziehen zu verringern, Verformung und Faltung verursachen dadurch.
Die Zeit von der Bräunung der Kernplatte bis zur Pressplatte muss innerhalb gesteuert werden 12 Std.. Wenn das Puffermaterial Feuchtigkeitsabsorptionsrisiko aufweist, Es wird empfohlen, es zu trocknen.
Aufgrund der materiellen Eigenschaften, Es ist leicht, statischen Strom zu tragen. Beim Stapeln, Achten Sie besonders auf die Adsorption von ausländischen Angelegenheiten auf PP.
Um einen guten Ausrichtungseffekt von Expansion und Kontraktion während der Plattenanordnung zu gewährleisten, Es wird empfohlen, Nietnieten zur Fixierung zu verwenden. Wenn Fusion erforderlich ist, Es wird empfohlen, elektromagnetische Wärmefusion zu verwenden. Gleichzeitig, Die besten Fusionseffektparameter sollten ausführlich bewertet werden. Für andere Fusionsmethoden, Die eigenen Bedingungen der PCB sollten sorgfältig für den Fusionseffekt bewertet werden, um die durch schlechte Fusion verursachte Schichtabweichung zu vermeiden.
2.5 Laminierung
Es wird empfohlen, die Presseplatte mit einer guten Vakuumpumpenleistung und einer Vakuumventildichtung auszuwählen, um den Eintritt von externer Feuchtigkeit zu vermeiden.
Die empfohlene Heizrate beträgt 1,5 ~ 2,5 ℃/min (Die Materialtemperatur liegt im Bereich von 80 ~ 140 ℃).
Es wird empfohlen, dass der Laminierdruck 350-430PSI beträgt (Hydraulische Presse). Der spezifische Hochdruck sollte entsprechend den strukturellen Eigenschaften der Platte eingestellt werden (Die Anzahl der Prepregs und die Größe des Kleberfüllbereichs). Es wird empfohlen, sich dem hohen Druck umzuwandeln 80-100 ℃.
Aushärtungsbedingungen: Temperatur 180 ℃, Zeit mehr als 60 Minuten.
Kühlrate < 2 ℃/min.
Die Materialtemperatur des heißen Drückens ist geringer als 150 ℃.
Wenn Kupferfolie -Wärme -Leitungspresse verwendet wird, Die Shengyi Company wird im Voraus informiert.
Wenn Isolierbretter oder Einzelpaneele in mehrschichtigen Boards verwendet werden, Die Isolierbretter oder Einzelpaneele müssen aufgeraut werden, bevor sie verwendet werden, oder doppelseitige Boards können in Einzelpaneele oder Isolierbretter für die Produktion geätzt werden.

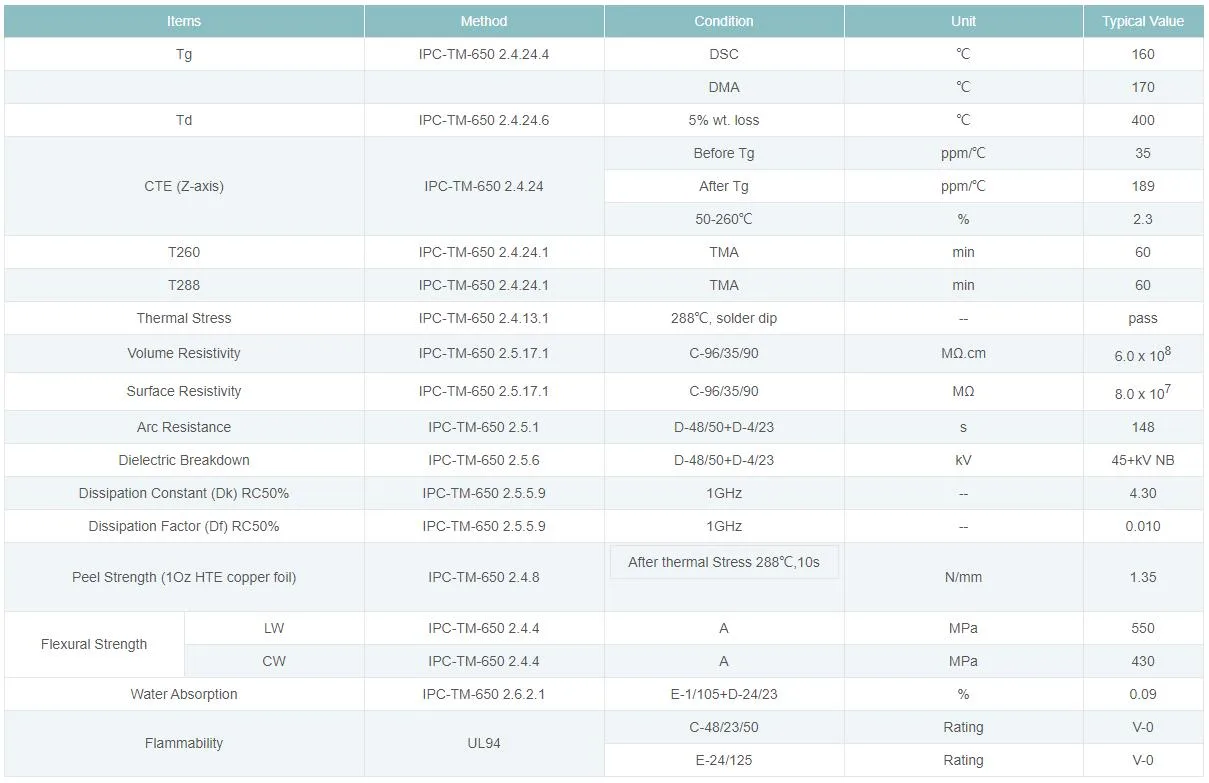
Shengyi S1150G Halogenfreie PCB-Materialspezifikationen Tabelle
2.6 Bohren
Es ist besser, einen neuen Bohrer zu verwenden.
Es wird empfohlen, die Stapeldicke nicht mehr als zu sein 2 Stücke/Stapel (berechnet gemäß der Plattendicke von 1,6 mm/Block).
Es wird empfohlen, das Bohrloch auf zu begrenzen 1000-2000 Löcher.
Die Futterrate für die Bohrung muss sein 15-20% niedriger als die zur Verarbeitung gewöhnlicher FR-4-Materialien.
2.7 Trocknenschild nach dem Bohren
Es wird vermutet, dass die Trocknungsbedingungen nach dem Bohren sein sollten 170-180 ℃/3h. Beachten Sie, dass die Platten nicht direkt mit der Wärmequelle in Kontakt stehen sollten.
Backen vor dem Harzstopfenloch nach dem Rückbohrer: 170-180 ℃/2-3h.
2.8 Schmutzentfernung
Es wird vermutet, dass die spezifischen Parameter gemäß der tatsächlichen PCB -Struktur festgelegt werden sollten (Brettdicke, Blendengröße), und alle Arten von Strukturplatten sollten ausführlich vollständig bewertet werden, um die besten Bedingungen und Parameter des Abgussentferners zu bestimmen. Der Effekt zur Entfernung von Kleber sollte sich darauf beziehen. Der horizontale Desmear- oder vertikale Desmear wird empfohlen. Die spezifischen Kleberentfernungsbedingungen hängen mit der Ausrüstung zusammen, Modell des Liquid Medicine, Brettdicke oder Lochfläche. Unter der Prämisse der Vollbelastung, Je dicker das Board empfohlen wird, Je länger die Entgleibungszeit ist.
2.9 Lötbeständigkeitstinte
Es wird empfohlen, dass die Trocknungsplatte vor grünem Öl: 130 ℃/2-4h,
Wenn Sie das Rack zum Backen verwenden, Wenn die Platte beim Einfügen des Racks gepresst oder deformiert wird, Nach dem Backen wird das Verziehen auftreten. Es wird nicht empfohlen, die Lötmittelresist -Tinte zu waschen, was zu weißen Flecken führen kann.
2.10 Zinnsprühen
Es eignet sich für einen Blei-freien Zinnsprühprozess. Für die Struktur von dickem Kupfer und große Kupferoberfläche auf der Außenschicht (oder dicke Kupferbeschichtung), Die Temperatur ist während der Bleifreiheit mit Zinnsprühen hoch, was zu übermäßigem thermischen Stress führt, Das ist anfällig für weiße Flecken zwischen großen Kupferoberflächen, Kupferhautverzerrung und andere Probleme. Die Verbesserungsmaßnahmen sind wie folgt:
1. Versuchen Sie, die Zinnsprühtemperatur zu reduzieren, Verkürzen Sie die Zinnsprühzeit, und reduzieren die thermische Spannung, die während des Sprühens mit Zinn erzeugt wird,
2. Vor Zinnsprühen, vorbauen Sie die Platte unter dem Zustand von 140-150 ℃/2h, und versprühen Sie die Dose sofort, um die auf der Plattenoberfläche angesammelte Feuchtigkeit zu entfernen, Dies kann die Wahrscheinlichkeit von weißen Flecken verringern,
3. Vermeiden Sie eine zu große Zinnsprühfläche, oder die Dicke des grünen Öls angemessen erhöhen, die die thermische Spannung, die während des Zinnsprühens erzeugt wird,
4. Die große Kupferoberflächenstruktur ist als Gitterstruktur ausgelegt.
2.11 Profilverarbeitung
Es wird empfohlen, eine Fräsmaschine zur Verarbeitung zu verwenden und die Reisegeschwindigkeit angemessen zu reduzieren. Es wird nicht empfohlen, eine Bierplatte zur Verarbeitung zu verwenden.
2.12 Verpackung
Es wird empfohlen, die Platte vor dem Verpacken unter dem Zustand von zu backen 120 ℃/4-6h, um den durch Feuchtigkeit verursachten Verschlechterung des Wärmewiderstands zu vermeiden. Die Vakuumverpackung von Aluminiumfolien wird empfohlen.
3. S1150GH/S1150GHB -Schweißen
3.1 Verpackungsgültigkeit
Es wird empfohlen, Vakuum -Aluminium -Folienbeutel zur Verpackung zu verwenden, und die empfohlene Gültigkeitsdauer ist 3 Monate. Es ist besser, die Komponenten zu backen 120 ℃ für 4 ~ 6h vor der Versammlung.
3.2 S1150GH/S1150GHB -Reflow -Schweißparameter
Geeignet für einen herkömmlichen Blei-freien Reflow-Lötprozess.
Die Schweißtemperatur beträgt 350 ~ 380 ℃ (mit temperaturgesteuerten Lötkolben unter Verwendung),
Schweißzeit des Einzelschweißpunkts: innerhalb 3 Sekunden.