
Préface
Avec le développement rapide de produits de communication et électroniques, la conception des circuits imprimés (PCB) Comme les substrats de transporteur se déplacent vers des niveaux plus élevés et des configurations plus denses. Plantes de débit ou cartes mères à comptage à grande couche avec des planches plus épaisses, trous plus petits, Et le routage plus dense verra une demande accrue dans le contexte des progrès technologiques continus des technologies de l'information, Présenter de plus grands défis aux processus de fabrication liés aux PCB.


Innovation dans le processus d'électroples pour les cartes HDI à haut rendement.
En raison du rapport d'aspect élevé à travers les trous (Harts) dans les tableaux HDI système, Le processus de placage doit satisfaire à la fois le traitement HART et fournir de bons résultats de placage à trou aveugle, Posant un défi aux méthodes de placage actuel direct traditionnelles. Les exigences contradictoires des harts et des trous aveugles représentent la plus grande difficulté dans les processus de placage.
Principe Introduction

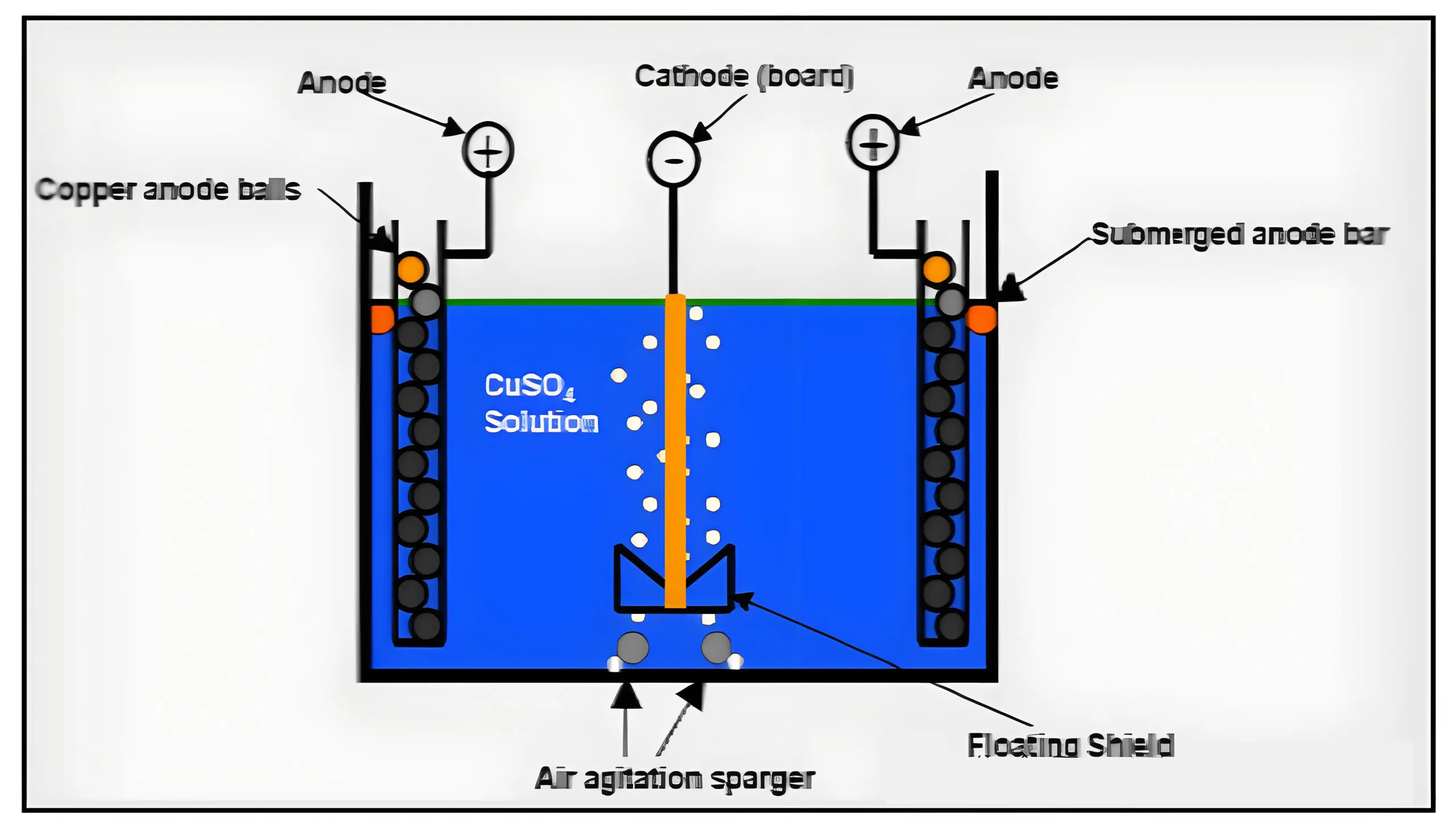
Principe du placage de PCB
Composition et fonction de la solution
— CuSO4
Fournit le Cu2 + nécessaire pour le placage, faciliter le transfert d'ions en cuivre entre l'anode et la cathode.
— H2SO4
Améliore la conductivité de la solution de placage.
— Cl-
SIDA dans la formation du film anodique et la dissolution de l'anode, Amélioration du dépôt de cuivre et de la cristallisation.
— Plating additives
Améliorer la finesse de la structure cristalline de la couche plaquée et des performances de placage profond.
A. Le rapport de concentration des ions cuivre à l'acide sulfurique et à l'acide chlorhydrique dans la solution de placage sulfate de cuivre affecte directement la capacité de placage profonde des trous à travers et des trous aveugles.
B. Le contenu des ions en cuivre plus élevé entraîne une conductivité de solution plus faible, c'est-à-dire, résistance plus élevée, qui est préjudiciable à la distribution de courant uniforme. Donc, Pour Harts, un cuivre bas, un système de solution à haute acide est requis.
C.Pour des trous aveugles, en raison de la circulation de la solution plus faible à l'intérieur, Une concentration plus élevée d'ions de cuivre est nécessaire pour maintenir la réaction.
Ainsi, Les produits qui présentent des harts et des trous aveugles présentent deux directions opposées dans le placage, constituant la difficulté de celle-ci.
III. Analyse de conception et de résultats expérimentaux
① Informations sur le produit
Épaisseur du panneau: 2.6mm, diamètre minimum à travers: 0.25mm,
Rapport d'aspect maximal à travers: 10.4:1;
② trous aveugles
1) Épaisseur diélectrique 70UM (1080pp), diamètre du trou 0,1 mm
2) Épaisseur diélectrique 140UM (2*1080pp), diamètre du trou 0,2 mm

Analyse des résultats expérimentaux de placage HDI basé sur le rapport d'aspect
③ Plans de réglage des paramètres
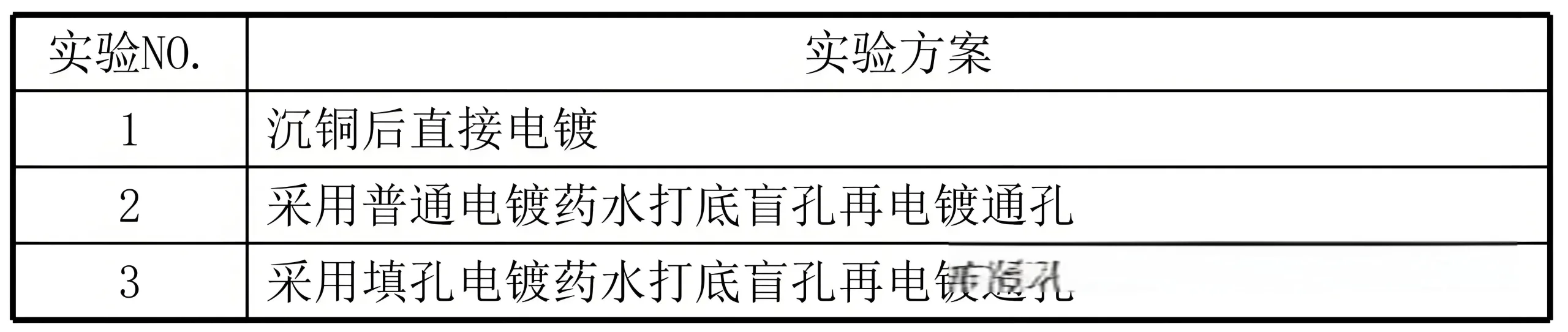

Plan expérimental d'électroples HDI
Plan un
Placage direct après le dépôt de cuivre
Utiliser un acide élevé, Rapport de solution à faible cuivre avec les additifs de placage h; densité actuelle 10Asf, Temps de placage 180min.

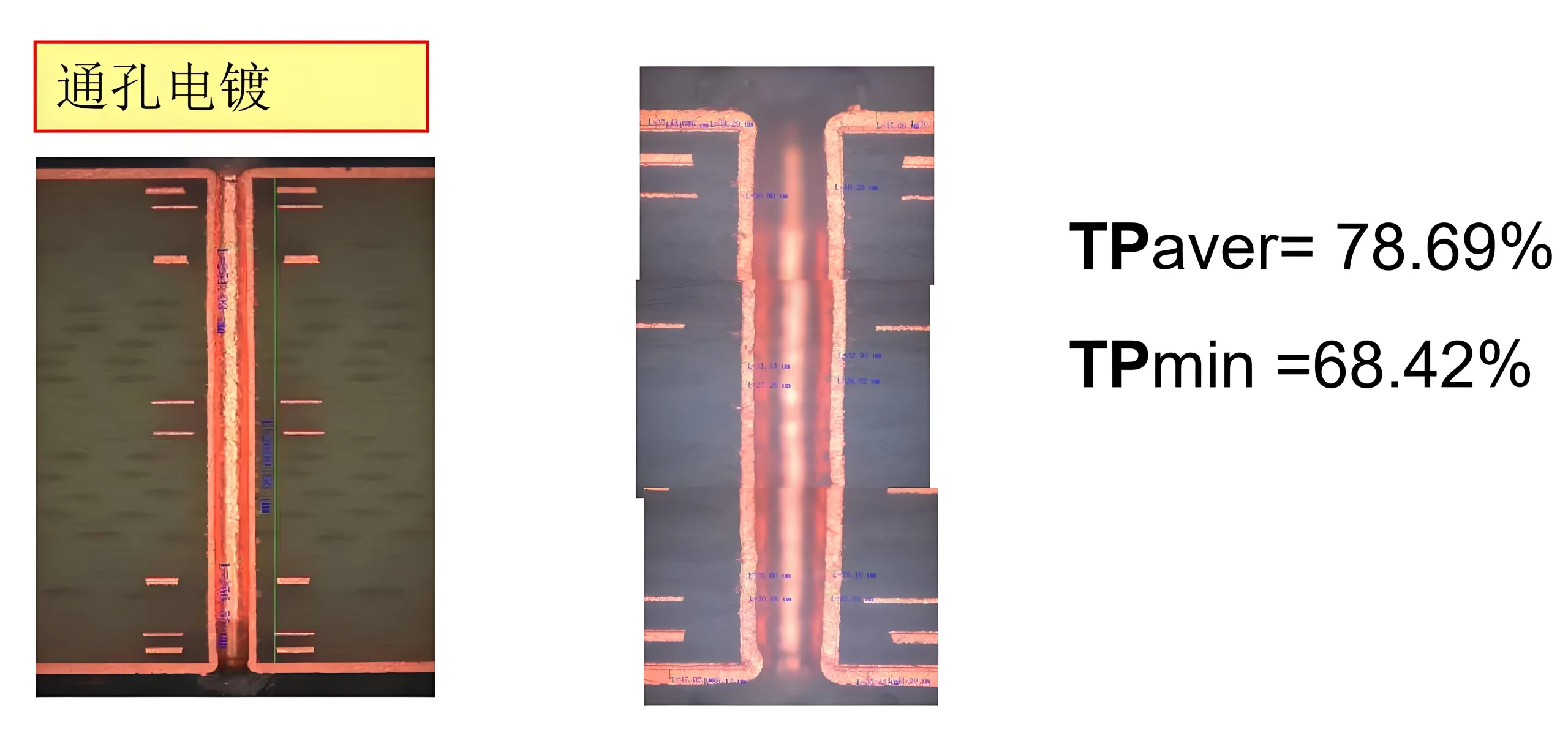
Placage direct après le dépôt de cuivre
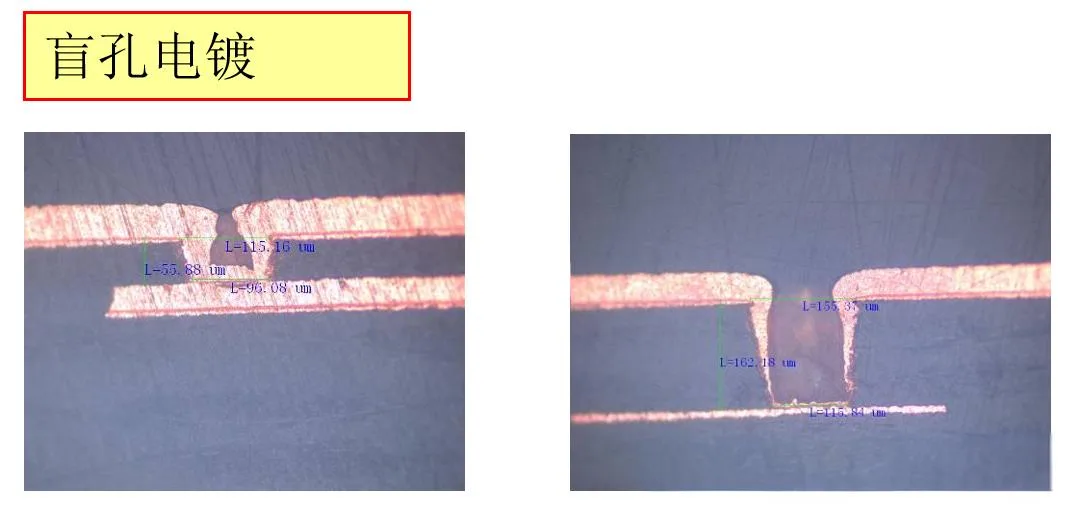

Placage à trou aveugle HDI
1) Épaisseur diélectrique 70UM (1080pp), diamètre du trou 0,1 mm: Entrée du trou scellé, Trou Bottomage Épaisseur de cuivre 14-16UM
2) Épaisseur diélectrique 140UM (2*1080pp), diamètre du trou 0,2 mm: Crabfeet inférieur du trou, épaisseur 4-5UM
— Final open/short test results
Ce lot avait un 100% Taux de défaillance dans le test ouvert / court final, avec un 70% Taux de défaillance spécifiquement à l'emplacement du trou aveugle de 0,2 mm (Pp 1080*2).
Plan deux
Tester en utilisant une solution de placage standard pour les trous aveugles suivis d'un placage à travers:
1) Utilisez VCP pour le placage de trou aveugle de base, Rapport acide-collier standard, H additifs de placage, densité actuelle 15Asf, Temps de placage 30 minutes
2) Utilisez une ligne de dragon pour épaissir, à haute acide, Ratio cuivreux et additifs de placage H, densité actuelle 10Asf, Temps de placage 150 minutes

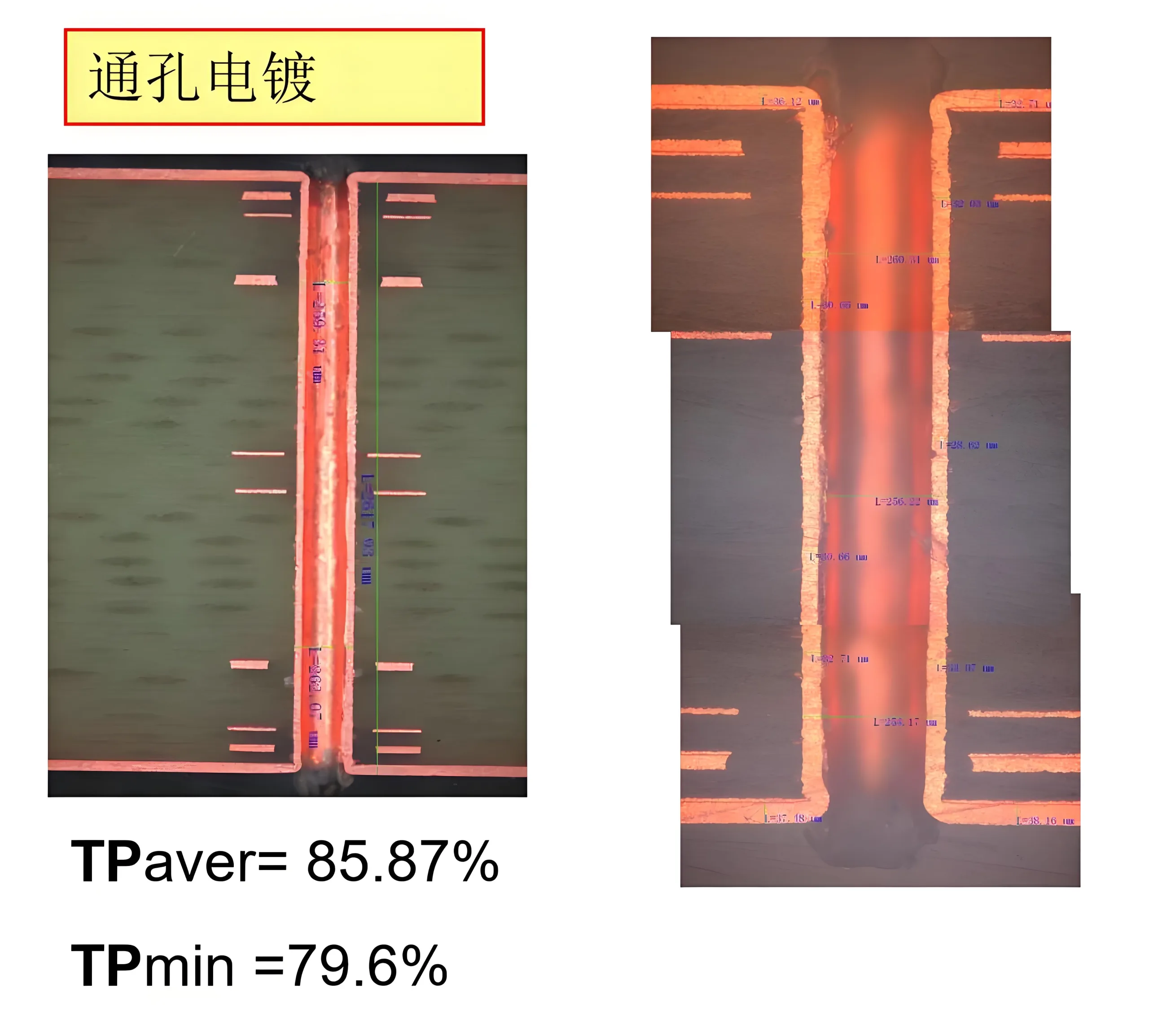
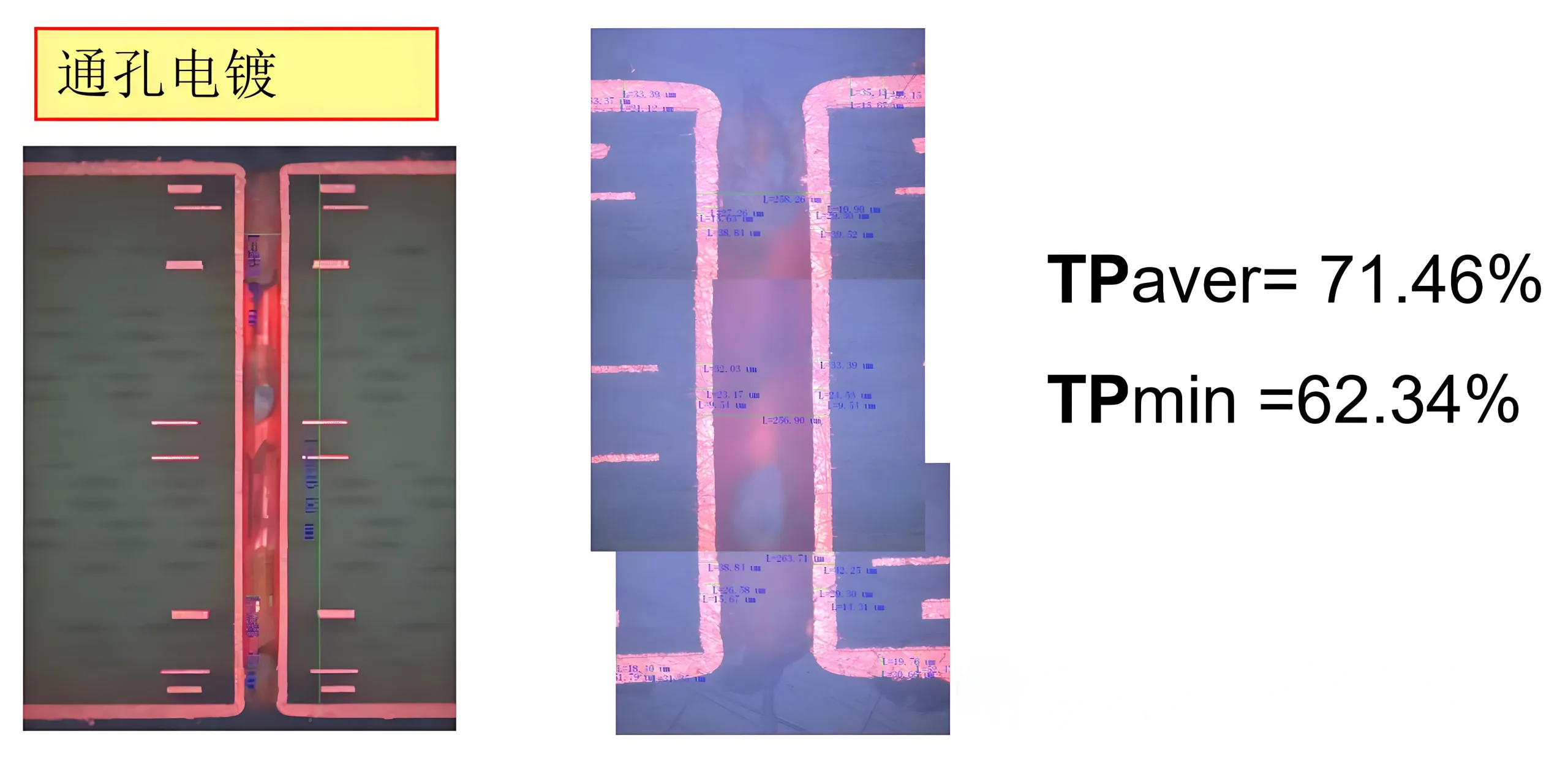
Placage HDI à trous
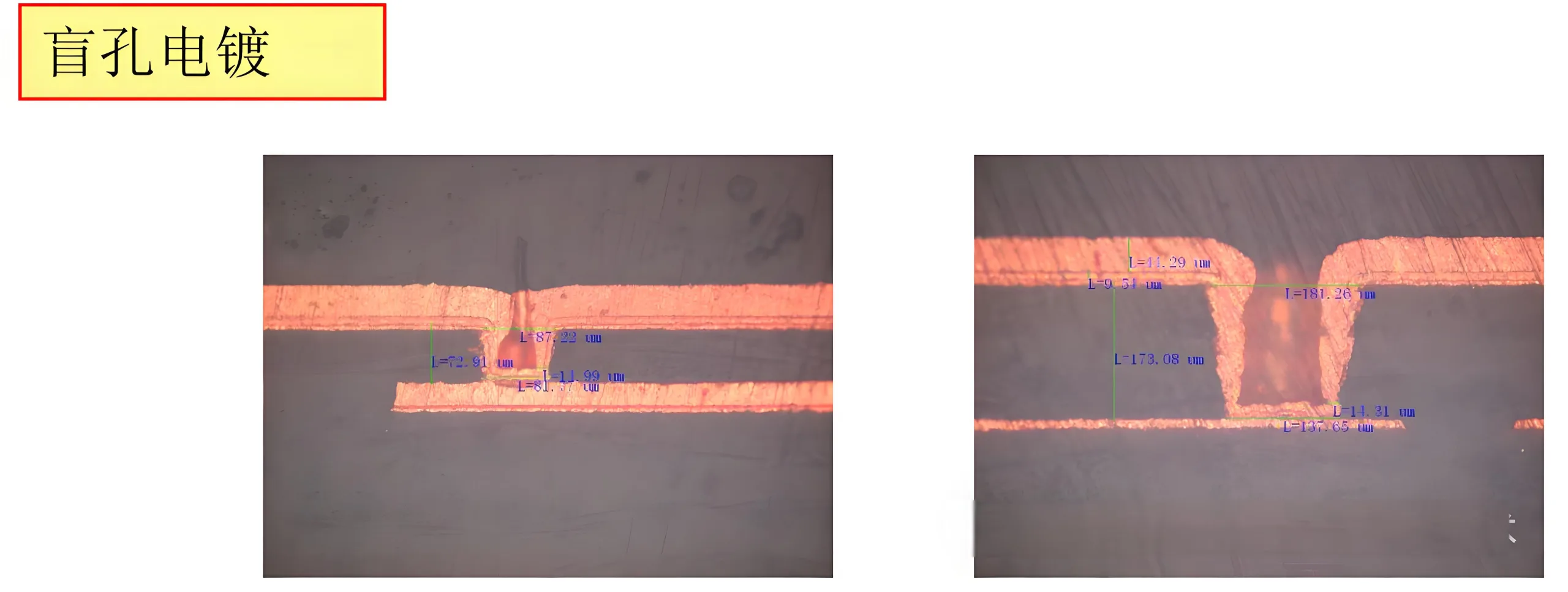

Placage à trou aveugle HDI
1) Épaisseur diélectrique 70UM (1080pp), diamètre du trou 0,1 mm: Entrée du trou scellé, Trou Bottomage Épaisseur de cuivre 14-16UM
2) Épaisseur diélectrique 140UM (2*1080pp), diamètre du trou 0,2 mm: Crabfeet inférieur du trou, épaisseur 14-16um
— Final open/short test results
Ce lot avait un 45% Taux de défaillance dans le test ouvert / court final, avec un 60% Taux de défaillance spécifiquement à l'emplacement du trou aveugle de 0,2 mm (Pp 1080*2).
Comparaison des deux expériences, Le problème principal résidait avec le placage de trou aveugle, validant que le haut-acide, Le système de solutions à faible cuivre ne convient pas aux trous aveugles.
Donc, Dans l'expérience trois, Nous avons choisi un faible acide, Solution de trou de remplissage élevé pour le placage de trou aveugle de base, remplir le fond des trous aveugles avant de continuer avec un placage à trou aveugle.
Plan trois
Utilisation de la solution de placage de trou de rempli:
1) Utilisez une solution de placage de trou de remplissage pour le placage de trou aveugle de base, Ratio de cuivre à faible acide et additifs à haut acide et v, Paramètres de placage 8asf @ 30min + 12 @ asf30min
2) Utilisez une ligne de dragon pour épaissir, rapport à faible cuivre à haute acide et additifs de placage h, paramètres de placage 10asf, Temps de placage 150 minutes

Platage à travers les vias avec une base conductrice avant l'électroples
Placage à trou aveugle HDI
1) Épaisseur diélectrique 70UM (1080pp), diamètre du trou 0,1 mm: Trou aveugle rempli
2) Épaisseur diélectrique 140UM (2*1080pp), diamètre du trou 0,2 mm: Épaisseur de trou aveugle 73.63um
Analyse de conception et de résultats expérimentaux
Par comparaison expérimentale, Différents rapports acides-cuivre et additifs de placage présentent des effets variables sur le placage des trous à travers et à l'aveugle. Pour les planches HDI avec des rapports d'aspect élevés où les trous à travers et les trous aveugles coexistent, Il est nécessaire de trouver un point d'équilibre pour résoudre les problèmes avec l'épaisseur du cuivre à l'intérieur à travers les trous et le crabeet dans des trous aveugles. Une telle épaisseur de cuivre de surface transformée a tendance à être plus épais, nécessitant souvent un brossage mécanique pour répondre aux exigences de gravure de la couche externe.
Dans les tests finaux de pause en cuivre, Les trois lots ont montré des améliorations, avec les premier et deuxième lots ayant 100% et 45% Taux d'échec respectivement, Surtout à l'emplacement du trou aveugle de 0,2 mm (Pp 1080*2) avec des taux d'échec de 70% et 60%, tandis que le troisième lot s'est écoulé complètement sans de tels problèmes, réaliser un 100% Taux de réussite et démontrant une amélioration significative.
Remarques de clôture
Cette amélioration fournit une solution efficace pour le processus d'électroples des cartes HDI à rapport d'aspect élevé, Mais l'optimisation des paramètres est encore nécessaire pour atteindre l'épaisseur de cuivre de surface plus mince. On espère que cela pourra servir de référence précieuse pour les pairs, offrant des procédures de traitement raccourcies et plus gérables pour une fabrication de cartes HDI à rapport élevé.