
アジャイルエレクトロニクス開発の時代に, モジュラー設計がR短縮の鍵となる&Dサイクル. 基幹システムの分離 (マイクロコントローラーや複雑な多層FPGAモジュールなど) 周辺キャリアボードからの設計リスクを軽減. しかし, the physical connection between the core module and its carrier board often becomes the system’s Achilles’ heel. エンジニアは、高いパフォーマンスと密度を追求しながら、フェールセーフ接続をどのように確保できるか? 専門的な プリント基板 として知られるプロセス メッキ半穴 (城郭状の穴) 産業用の秘密兵器として登場しつつある, 自動車, 信頼性の高いアプリケーション.
モジュラーのジレンマ: コネクタの信頼性のパラドックス
従来のモジュール接続は、低コストのピン ヘッダーまたは高精度の基板対基板コネクタに依存しています。. ピンヘッダーはコスト効率が高いですが、振動や熱サイクルのある環境では問題が発生します。. 微小な相対運動 (イライラする) 接触面では金メッキが摩耗する可能性があります, 下地のニッケルまたは銅を露出させる. によると IPC 研究, 数ミクロンほどの小さなフレッティング振幅がこの問題を引き起こす可能性があります. 露出した金属が酸化する, これらの酸化物は研磨剤として機能します, 高抵抗の絶縁層を実現. で説明されているように、 IPC-9701A (表面実装はんだ付けアタッチメントの性能試験方法と認定要件), this “fretting corrosion” can cause contact resistance to skyrocket from milliohms to hundreds or thousands of ohms, 断続的な信号や熱障害の原因となる.
精密コネクタは優れた性能を提供しますが、コストが高いため、法外な価格になることがよくあります。, PCB と筐体の加工公差に対する厳しい要求, かなりの垂直スタック高さ. メッキハーフホール技術 このギャップを埋める, SMT に似た組み立ての利便性を備えた永久的なはんだ接合の信頼性を提供します。.
城郭状の穴とは? 外観を超えた精密基板製造
一見して, 基板端の半分の穴は、配線ビットで半分にカットされた標準ビアのように見えます。. 実際には, その製造には正確なプロセス制御が必要であり、世界では特殊なプロセスとして分類されています。 IPC標準.
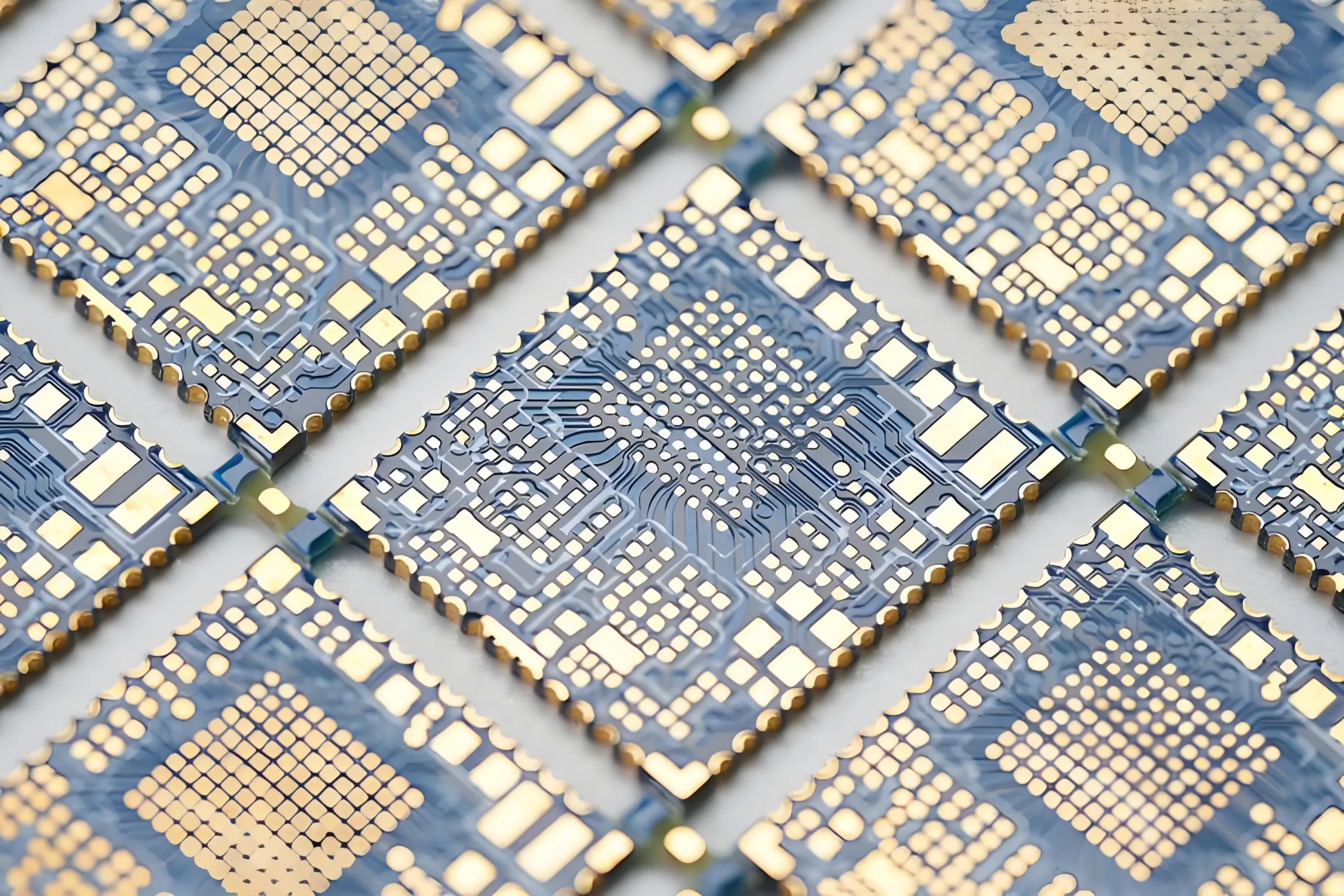

標準の PCB プロファイル配線が完全にメッキされた穴を通過する場合, 高速ビットからの機械的ストレスにより、銅のバレルが誘電体から引き裂かれる可能性があります。, causing “copper pull-back” or burrs. あたり IPC-6012E (リジッドプリント基板の認定および性能仕様), このような欠陥は、電気的導通を遮断するため、条件付きまたは完全に拒否されます。, バリがショートの原因となる可能性があります.
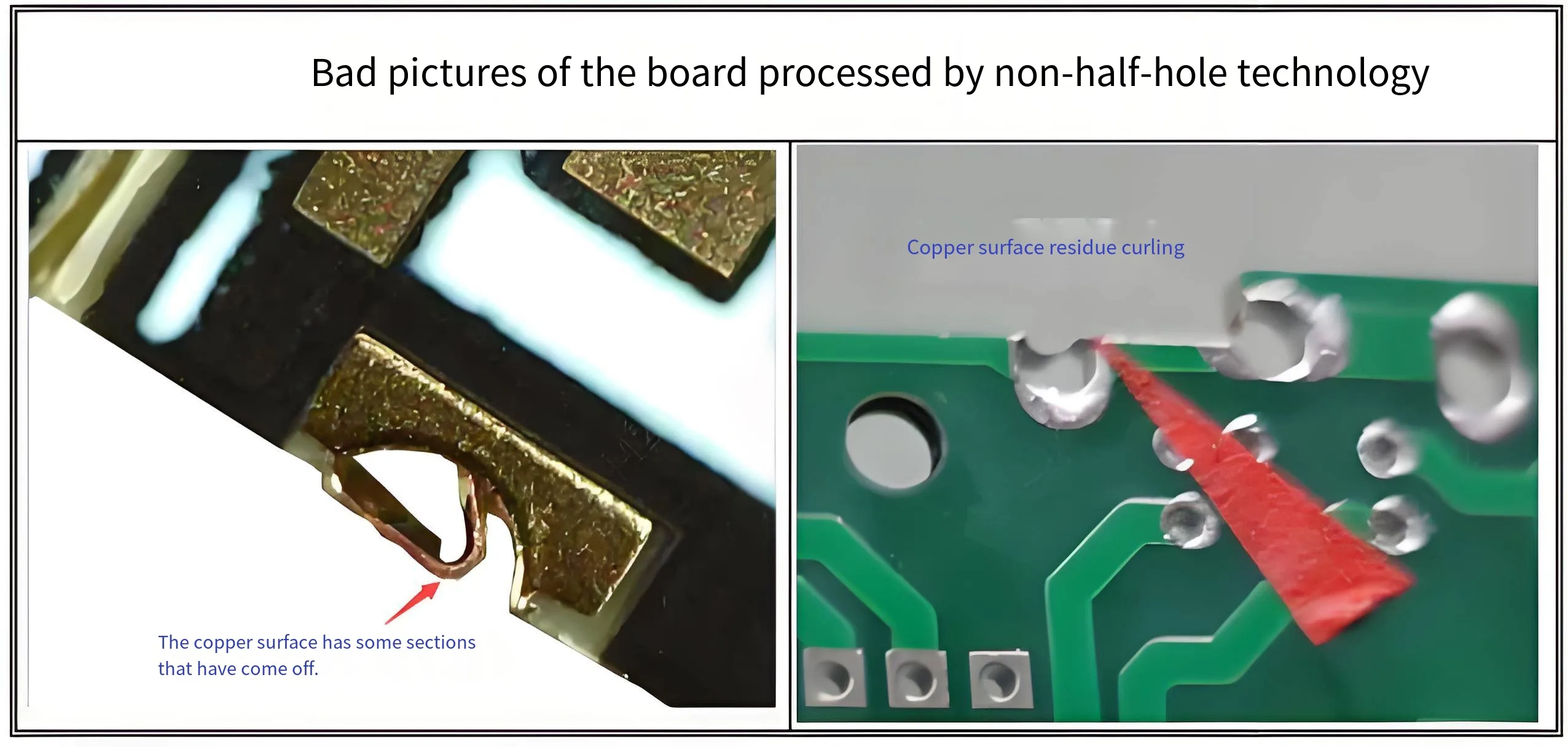

したがって, 認定されたハーフホールプロセスには、標準フローに組み込まれた特別なステップが必要です. Primary methods include the “secondary drill method” or “precision depth-controlled routing.” These steps increase manufacturing time and cost but ensure the integrity and smoothness of the copper wall post-cutting, はんだ付けのための強固な基盤を提供します. This explains why specifying “half-hole process” typically incurs additional engineering and fabrication costs during PCB prototyping or production.
PCB 設計の芸術: IPC規格に基づくはんだパッドの形状
城郭付きモジュールのはんだ付けを成功させるには、次の要素も同様に重要です。 PCB製造 キャリアボード上の高品質で正確なパッド設計. 原理はリードレスチップキャリアのはんだ付けに似ています (LCC), 半穴壁までのはんだの毛細管現象を促進して、堅牢で検査可能なフィレットを形成することを目的としています。.
IPC-7351C (表面実装設計およびランドパターン規格の一般要件) 理論的枠組みを提供します. キャリアボード上の対応するパッドは、半穴の単純な 2D 投影であってはなりません. 最適化された設計により電気接続のバランスが取れます, 機械的強度, およびプロセスウィンドウ.
キャリアボードのパッド寸法に関する主な推奨事項は次のとおりです。:
-
パッド幅 (x): 通常、モジュールの穴の半分の直径/パッド幅と一致するか、それよりわずかに大きい. 参考公式:
X = Half-hole Diameter + 0.1mm. 幅が広すぎるとブリッジのリスクが増加する可能性があります. -
パッドの長さ (y) – Toe Extension: つま先フィレットの形成に重要. パッドは、はんだが登るスペースを提供するためにモジュールの下から外側に拡張する必要があります. IPC 原理は、目に見えるメニスカスを十分に拡張することを示唆しています. の経験値 0.3mm~0.5mm 推奨されています, 0.5mm は手作業によるリワークに最適です, 修理, そして あおい 検査.
-
パッドの長さ (y) – Heel Extension: パッドは、かかとのフィレットと機械的固定を強化するために、モジュールの下で内側に延長する必要があります。. の値 0.2mm~0.3mm 推奨されています.
表面仕上げの選択も重要です. エネピック または 同意する, 彼らのアパートと一緒に, 耐酸化性表面, はんだ濡れを大幅に促進し、高品質のハーフホールはんだ付けに適しています。.
信頼性の頂点: From “Separable” to “Unified” Connection Philosophy
The fundamental advantage of castellated holes is transforming the module-to-board interface from a “separable mechanical contact” to a “permanent metallurgical bond.” During reflow, はんだは堅牢な金属間化合物を形成します (IMC) 半穴銅層とキャリアパッドの層, 気密接続の作成.

この一体化されたジョイントにより、接触面が排除されます。, これによりフレッチングコロージョンを根絶します. 高周波振動にさらされているかどうか, 広い温度サイクル, ショック, または高湿度や塩水噴霧などの過酷な環境, 城郭型はんだ接合の安定性は、あらゆるスプリングベースのコネクタを上回ります。. さらに, すべてのはんだ接合部は視覚的に検査可能です, 手動検査または AOI による迅速な評価が可能になります。これは、従来よりもコスト効率が高く効率的な方法です。 X線検査 BGA などの隠れたジョイント用.
今後の検討事項: ハーフホール技術の境界と進化
その利点にもかかわらず, 城郭状の穴技術は普遍的な解決策ではありません. 貴重なボードエッジ領域を消費します, 最大 I/O 密度の制限. 永続的な接続によりモジュールの再作業が複雑になる, 通常は専門の熱風リワークステーションが必要です. また、より高い加工精度も求められます。 PCBメーカー.
設計がより高密度に進化するにつれて, エンジニアは新たな選択肢に直面する: LGAを採用 (ランドグリッドアレイ) 同一平面性に対する厳しい要求があるパッケージ, あるいは、より高度なマイクロコネクタ技術を待つか. 決定は特定の製品要件に基づいて行う必要があります: ピン数, 修復の必要性, 予算, およびサプライチェーン. 産業用制御の多くのアプリケーションに対応, エネルギー, 力, 究極の信頼性と長期安定性が最優先される輸送機器, めっきハーフホール技術は、コアモジュールをキャリアボードに接続するためのゴールドスタンダードであり続けています.
城郭状の穴を含む次の信頼性の高いプロジェクトに適した PCB メーカーを探しています? 実証済みのプロセス管理と IPC 標準認証を取得していることを確認する. デザインを完成させる前に, 特定のハーフホール機能については PCB メーカーに相談し、製造用の設計を依頼してください。 (DFM) ガイドライン.