

ステンシル製造の基本仕様
で SMT製造 プロセス, ステンシルアパーチャ精度は、はんだ貼り付けの印刷品質を直接決定します. IPC-7525標準に従います, 必須のエンジニアリングパラメーターを分析します:
3次元張力マトリックスモデル
材料メカニック式を利用します:
t = (E×ΔL)/L
*(ここで、e =ヤング率, 200ステンレス鋼用のGPA)*
-
新しいステンシルの初期張力≥40n/cm
-
交換しきい値≤32n/cm
-
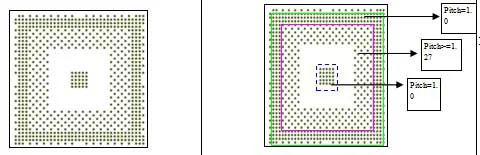
3×3マトリックス測定ポイント (図に示すように 1)
経験的データが明らかになります:
-
12% 張力が40n/cmから35n/cmに張力が低下すると、はんだペースト放出速度の減少
-
0.03MM位置偏差の増加
Fiducial Markデザインの導波路原理
黒いエポキシで充填された半エッチングされた金型は、最適な反射率を達成します (0.3-0.5 ルクス). フレネル方程式を介して:
r = [(n₁ – n₂)/(n₁ + n₂)]²
*(空気の場合はn = 1.0, エポキシの場合はn = 1.55)*
理論的反射率: 18.3%, マシンビジョンシステムに最適です.
リードレスコンポーネントアパーチャデザインマトリックス

標準チップコンポーネントのゴールデン比
0603 パッケージ:
-
0.85mm内側の正方形パッド
-
凹面深度φ=y₁/3 = 0.26mm
-
面積補償k = 1.1:
a =π(D₁/2)²=πx(0.86/2)²=0.58mm²
0805 パッケージ:
-
1.1mm内部カット距離
-
凹面半径φ= 0.42mm
-
1.46×面積倍率係数
特別なコンポーネントのトポロジの最適化
1206 配列コンデンサ:
-
x軸オフセットΔx= 0.1mm
-
還元開口係数η= 0.12
-
最終幅x₂=x₁-η= 0.45mm
この非対称設計は、リフロー中の熱変形を補います, 墓石を減らす 37%.

精密な開口制御技術
QFPブリッジアルゴリズム
0.5MMピッチQFP:
-
ブリッジ幅w₁= 0.2mm
-
セグメント比L₁:l₂= 1:0.7
-
フィレット半径r = 0.1mm
CFDシミュレーションが表示されます:
-
はんだ放出速度が改善されます 82% に 91%
-
ブリッジング欠陥はそれによって減少します 68%
BGA勾配制御戦略

4層勾配制御:
-
外層: φ₁= 0.42mm (不規則な配列)
-
2番目のレイヤー: φ= 0.42mmを維持します
-
第三層: φ₂= 0.42mm (クリアランスを介して)
-
内層: φ₁= 0.42mm
直径削減率:
d = (f-f₁)/φ= 16%
面積比の計算:
面積比=開口部面積/壁面積=0.42²/(π×0.42×0.13) = 3.1
*(会う IPC 2.5-3.5 最適な範囲)*
エンジニアリング検証システム
ナインポイント張力テスト
3D座標要件:
-
x軸間隔= (Stencil Length – 100mm)/2
-
y軸間隔= (Stencil Width – 80mm)/2
-
50mm以上のエッジクリアランス
開口精度検証マトリックス
20 ランダムな開口測定は満たさなければなりません:
-
x/y偏差≤±0.02mm
-
回転誤差≤0.5°
-
フォームトレランス≤0.03mm
高度な製造の見通し
と 01005 パッケージの採用, ステンシル製造が達成します:
-
±1μm切断精度
-
<3°テーパー制御
-
ra<0.2μm表面粗さ
AI駆動型システムが有効になります:
-
リアルタイムパラメーターの最適化
-
±3%はんだボリュームコントロール
-
信頼できるマイクロピッチアセンブリ
結論
この技術的なフレームワークを含む 21 重要なパラメーターは、ファーストパスの収量を強化します 15%+ 最適化された張力制御とBGAグラデーション設計を通じて.