
急速に進化するエレクトロニクス製造業界で, SMT 墓石の欠陥 (一般的にマンハッタン効果または墓石の欠陥と呼ばれる) PCBの改善を制限する重要なボトルネックのままです プリント基板 ファーストパス収量. AI駆動型の進歩がPCBテクノロジーの包括的なアップグレードを推進するように, 材料の革新, プロセス, そして、アーキテクチャは新しい業界サイクルを導いています. ミニチュアチップコンポーネントの広範な採用, のような 0402 (01005) パッケージ, より高い発生率でマンハッタン現象の復活につながっています, ハイエンド製造における避けられない課題として浮上しています. この記事は、国際に基づいた墓石の原因の詳細な分析を提供します IPC標準 および機械モデル, 設計を含むフルレンジ予防戦略を提供する一方で, 材料, プロセス最適化.
マンハッタン現象: SMTはんだの目に見えない殺人者
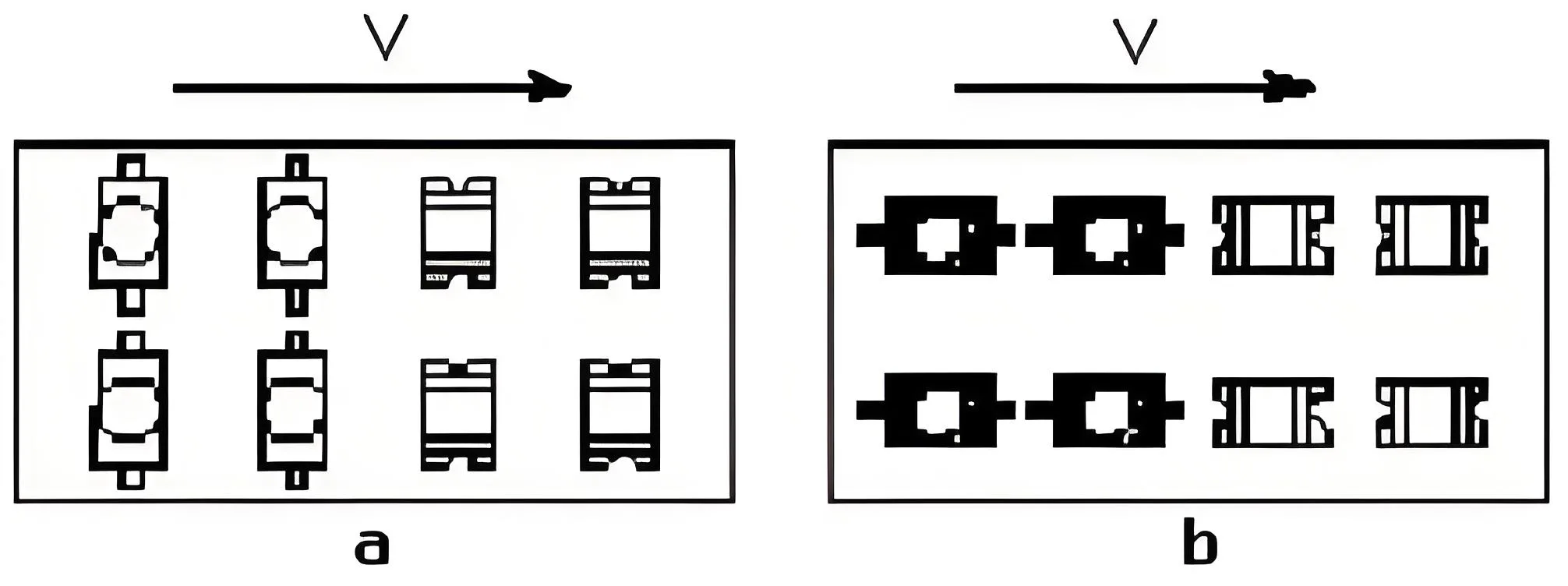
マンハッタン現象は、SMTリフローのはんだ付けの一般的な欠陥です, チップコンポーネントの一方の端がパッドから持ち上げられるところ, 角度で垂直に回転します (通常、30°〜90°), 高層ビルや墓石に似ていますが、その名前. この欠陥は、電気接続を損なうだけでなく、短絡につながる可能性があります, コールドジョイント, その他の問題, 製品の信頼性が大幅に低下します.
コアの問題は、コンポーネント上の不均等な力によって引き起こされるトルクの不均衡に起因します. はんだが一端に貼り付けて最初に溶けて湿潤力を生成する, 反対の端は融合していませんが, 表面張力の微分により、コンポーネントが直立します, 墓石の形成. 機械モデルによると, バランス係数EBが超えると、墓石が発生します 1.
マンハッタン現象の機械的メカニズムと重要なパラメーター
力モデル分析
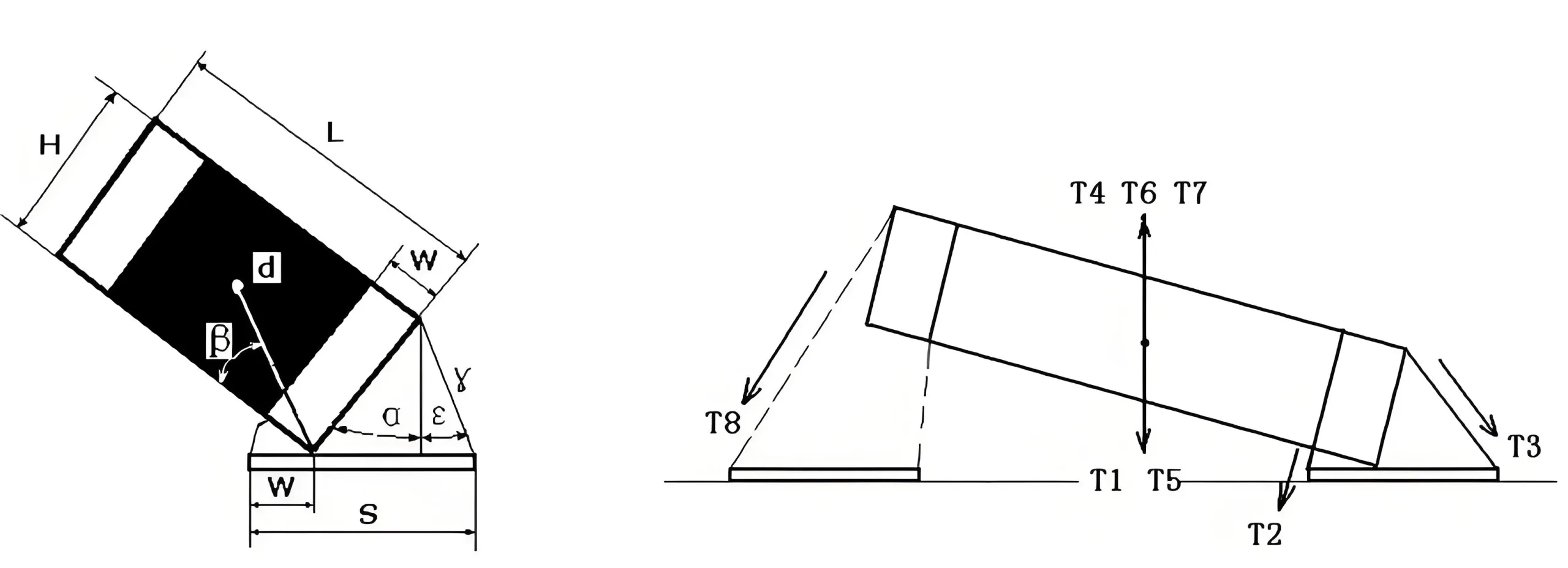
リフローのはんだ中に成分に作用する力は複雑であり、主に次の瞬間が含まれます:
-
抵抗する瞬間:
-
T1 = mgdcos(a+b) (コンポーネント重力)
-
T2 =γωcos(A/2) (コンポーネントボトムの溶融んではんだの表面張力)
-
T5 = ADCOS(a+b) (はんだペーストの接着力)
-
-
運転の瞬間:
-
T3 =γhsin(a+d) (コンポーネントエンドフィレットの表面張力)
-
T6 = MVDCOS(a+b) (コンベアの振動によって誘導される力)
-
T7 =lhρgdcos(a+b) (はんだペーストのガス生成からの最大浮力)
-
バランスファクターEB = (T3 + T6 + T7) / (T1 + T2 + T5)
eb > 1, 運転の瞬間は抵抗の瞬間を上回ります, 必然的にマンハッタン効果を引き起こします.
表面張力の重要な役割
溶融んだはんだペーストは、エネルギーの最小化の原理ごとに表面積を最小化します. その表面張力はσ=として定義されます (FS - FV) ・N1, ここで、FSは表面自由エネルギーです, FVはボリュームフリーエネルギーです, N1は単位面積あたりの分子数です.
ラプラス方程式から, 液体表面での追加の圧力はです: PADD =2σh, ここで、h =½(1/R1 + 1/R2). コンポーネントエンドでの溶融んではんだの曲率の違いは、不均等な追加圧力を生み出します, 不均一な表面張力につながり、墓石を開始します.
の分析 16 マンハッタン現象に影響を与える重要な要因
PCBの設計と材料要因
-
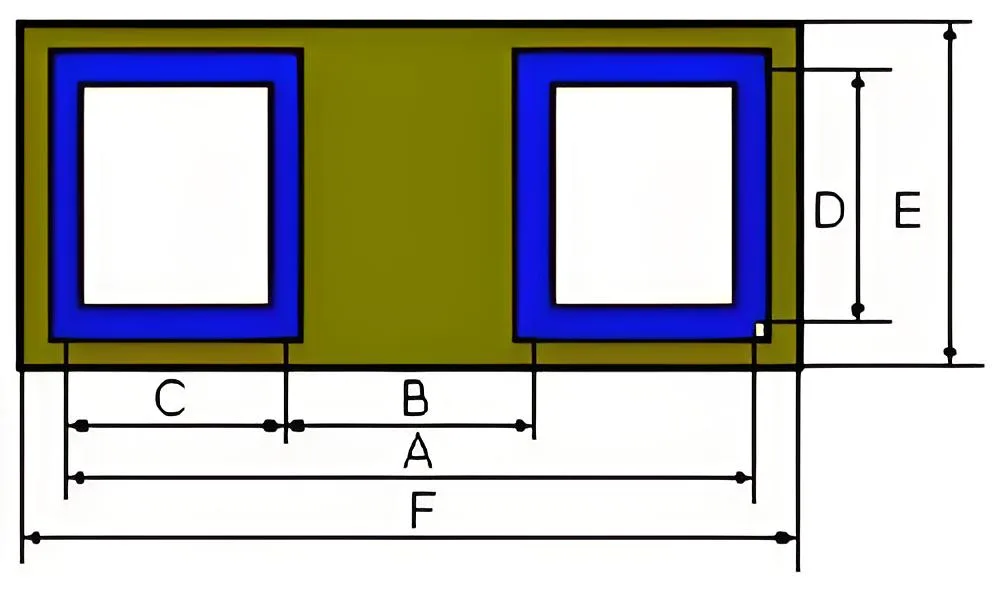
非対称パッド設計: IPC-7351/IPC-SM-782の標準に違反すると、熱能力が不均一になります. 推奨されるパッド寸法は、標準に厳密に付着する必要があります; 例えば。, のために 0402 コンポーネント, パッド長A = 1.50mm, 幅b = 0.50mm.
-
コンポーネントとPCBパッド間隔の間の不一致: 不均衡な湿潤力を引き起こします.
-
パッドの熱容量の変動: 大きなパッドの熱容量は高いです, 熱が遅くなります, そして、はんだ融解を遅らせます.
-
PCB基板 熱伝導率: 発生率は、紙のエポキシ基質で最高です (8%以上), その後、ガラスのエポキシが続きます (約5%), アルミナセラミックで最も低い (≤2%).
-
非対称はんだペーストボリューム: 誤った印刷または一貫性のない厚さは、熱能力の違いにつながります.
-
エニグニッケル層の汚染または酸化: 濡れ性が低下し、濡れ時間が長くなります.
-
薄いハスルコーティング: 劣ったIMC層を形成します, 湿潤力が不十分です.
-
はんだ貼り付けアクティビティのバリエーション: 不十分なフラックスの均一性または過度の揮発性.
SMTプロセスおよび機器の要因
-
コンポーネントでの不均一な加熱は終了します: リフローオーブンの横方向の温度変動ΔT > ±2°Cは、一方の端を最初に溶かします.
-
配分されたコンポーネント配置: >25% コンポーネント間パッドとPCBへの矛盾が重複すると、不均一な熱伝達が発生します.
-
非接触配置による墓石: はんだ貼り付けに完全に接触していないコンポーネントは、熱伝導を妨げます.
-
隣接するバイアスからのはんだ盗難またはブローホール: はんだペーストボリュームを減らします, 熱容量の変化.
-
リフローオーブンの風壁効果: 誤ったファン周波数は、ローカライズされた温度差を作成します.
-
予熱が不十分です: 不十分な予熱温度または持続時間はΔTを増加させます.
-
不適切なコンポーネントの向き: リフローゾーンへの両端の同時エントリを確保できません.
-
N2大気の誤った使用: 酸化の過剰発生は、初期湿潤を加速します, ΔT調整ウィンドウの削減.
マンハッタン現象の包括的な予防とソリューション戦略
パッド設計の最適化 – IPC標準を順守しています
PADデザインのIPC-7351B標準への厳格なコンプライアンスは基本的です. 推奨されるパッド寸法 (mmで) は:
| コンポーネントタイプ | パッドの長さ (あ) | パッド幅 (B) | パッド間隔 (C) | コンポーネント下のパッド長 (D) |
|---|---|---|---|---|
| 0201 | 0.75 | 0.23 | 0.23 | 0.31 |
| 0402 | 1.50 | 0.50 | 0.50 | 0.60 |
| 0603 | 2.10 | 0.90 | 0.60 | 0.90 |
| 0805 | 2.60 | 1.20 | 0.70 | 1.30 |
パッド対称性を確保します; コンポーネント下のパッドの長さは金属の幅を超えて、アンチトークストーンモーメントT2を強化する必要があります.
印刷および配置プロセスの改良
-
はんだ貼り付け印刷制御: 3D SPIを利用して、貼り付けの厚さと面積を調べます, 終了間の体積差を確保します <10%. 厚さを100〜130μmに維持します, 定期的なステンシルクリーニングと張力テストで.
-
配置精度の向上: ±25μm配置精度のために3Dレーザーキャリブレーションを備えたSiemens SXシリーズ高スピード配置器を使用する, コンポーネントの端とはんだペースト間の接触さえ確実にします.
-
コンポーネント方向の最適化: リフローリミットラインに垂直なコンポーネントの長軸を備えた設計, 同期した融解のために融点ゾーンへの両端の同時エントリを有効にする.
正確なリフローはんだ付けプロファイルコントロール
-
適切な予熱: 150〜180°Cで60〜120秒で予熱します, 端間間のΔTを±2°C以内に減少させます.
-
制御されたランプアップ: 熱ショックを避けるために、勾配を1.0〜2.0°C/秒に維持します.
-
ピーク温度: 235–245°Cの鉛フリーはんだ, 45〜75秒のLiquidusを超える時間があります.
-
オーブンの温度の均一性: オーブンの温度を定期的に監視して調整します, 横方向のボードのバリエーションを確保します <±2°C.
alt: 最適化されたと最適化されたとの比較. 予熱とピークの温度差を強調する標準リフローのはんだ付けプロファイル.
材料と機器のアップグレード
-
はんだ貼り付け選択: デュアル溶融点以外の非存在ペーストを使用して、完全な濡れ時間を延長し、ΔTを減らす. 高粘度ペーストは、表面の緊張に対して機械的抵抗を提供します.
-
機器のアップグレード: 16ゾーンN2保護を備えたERSAリフローシステムを実装します, ±1.5°C以内のピーク温度変動を制御します.
-
AOIシステムの強化: リアルタイムのトゥームストーン検出のために0.02mm²の精度で自動光学検査を展開する.
データ駆動型の予防とトレーサビリティシステム
MESを使用して監視するフルプロセスのデジタルトレーサビリティシステムを確立する 120+ キープロセスパラメーター, 配置位置とはんだ温度のためのボードごとの記録データ. 墓石速度がしきい値を超える場合 (例えば。, >1.5% のために 0402 コンポーネント), ターゲットを絞った修正のために特定の機器とオペレーターをすばやく識別します.
SPC統計プロセス制御を実装して、バランスファクターEBなどの重要なパラメーターを監視する, Δt, リアルタイムで配置オフセット, 積極的な予防のための早期警告メカニズムの作成.
結論: の統合戦略 99.9% ファーストパス収量
マンハッタン現象は、系統的予防を必要とするSMT製造の多因子問題です:
-
最初にデザイン: IPC-7351標準に厳密に従ってください, パッド設計を最適化します, 熱バランスを確保します.
-
プロセス精度: 制御印刷, 配置, ΔTと湿潤時間の違いを最小限に抑えるためのリフローステージ.
-
高品質の材料: 適切なアクティビティと均一なフラックス分布ではんだペーストを選択します.
-
安定した機器: オーブンの温度の均一性と配置精度を確実にしてください.
-
データ駆動型アプローチ: 将来を見据えた予防のために、フルプロセスのトレーサビリティとSPCを実装します.
これらの措置を通じて, PCBAメーカー 以下のマンハッタンの欠陥率を減らすことができます 0.1%, 成し遂げる 99.9% ファーストパス収量, AIサーバーと自動車電子機器のハイエンドPCBの極端な信頼性の需要を満たす. のこの新しい段階で プリント基板 業界価値の移行, マンハッタン現象を征服することは、技術的な課題であるだけでなく、競争力を高めるための重要なステップです.
今日行動を起こしてください: IPC準拠コンポーネントパッド設計サポートまたはPCBA処理の引用, PCBの設計から生産までのエンドツーエンドソリューションについては、テクニカルチームにお問い合わせください, PCBAアセンブリ, そして PECVD 保護.
