

Especificações fundamentais para fabricação de estêncil
Em Fabricação SMT processos, A precisão da abertura do estêncil determina diretamente a qualidade de impressão da pasta de solda. Seguindo os padrões IPC-7525, analisamos parâmetros essenciais de engenharia:
Modelo de Matriz de Tensão Tridimensional
Utilizando a fórmula da mecânica dos materiais:
T = (E×ΔL)/eu
*(Onde E = Módulo de Young, 200GPa para aço inoxidável)*
-
Tensão inicial ≥40N/cm para novos estênceis
-
Limite de substituição ≤32N/cm
-
3×3 pontos de medição de matriz (como mostrado na Figura 1)
Dados empíricos revelam:
-
12% diminuição na taxa de liberação da pasta de solda quando a tensão cai de 40N/cm para 35N/cm
-
0.03mm aumento do desvio posicional
Princípios de guia de onda para design de marca fiducial
Fiduciais semi-gravados preenchidos com epóxi preto alcançam refletividade ideal (0.3-0.5 luxo). Através de equações de Fresnel:
R = [(n₁ – n₂)/(n₁ + n₂)]²
*(n₁=1,0 para ar, n₂=1,55 para epóxi)*
Reflexividade teórica: 18.3%, ideal para sistemas de visão mecânica.
Matriz de projeto de abertura de componente sem chumbo

Proporção áurea para componentes de chip padrão
0603 Pacotes:
-
0.85mm almofadas quadradas com corte interno
-
Profundidade côncava φ = Y₁/3 = 0,26 mm
-
Compensação de área K=1,1:
UMA = p(D₁/2)² = π×(0.86/2)²=0,58mm²
0805 Pacotes:
-
1.1mm de distância de corte interno
-
Raio côncavo φ = 0,42 mm
-
1.46× fator de ampliação de área
Otimização de Topologia para Componentes Especiais
1206 Capacitores de matriz:
-
Deslocamento do eixo X ΔX = 0,1 mm
-
Coeficiente de redução de abertura η=0,12
-
Largura final X₂=X₁-η=0,45mm
Este design assimétrico compensa a deformação térmica durante o refluxo, reduzindo a lápide por 37%.

Tecnologias de controle de abertura de precisão
Algoritmo de ponte QFP
0.5mm Passo QFP:
-
Largura da ponte W₁=0,2 mm
-
Proporção de segmento L₁:L₂=1:0.7
-
Raio de filete R = 0,1 mm
Simulações de CFD mostram:
-
A taxa de liberação de solda melhora de 82% para 91%
-
Os defeitos de ponte são reduzidos em 68%
Estratégia de controle de gradiente BGA
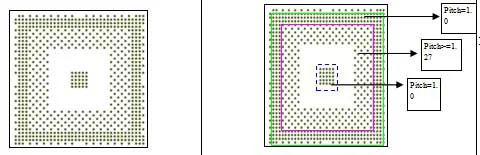

Controle de gradiente de quatro camadas:
-
Camada externa: φ₁ = 0,42 mm (matriz irregular)
-
Segunda camada: Manter φ=0,42 mm
-
Terceira camada: φ₂ = 0,42 mm (por meio de liberação)
-
Camada interna: φ₁ = 0,42 mm
Taxa de redução de diâmetro:
d = (φ-φ₁)/φ = 16%
Cálculo da proporção de área:
Proporção de área = Área de abertura/Área da parede = 0,42²/(π×0,42×0,13) = 3.1
*(Atende IPC 2.5-3.5 faixa ideal)*
Sistemas de verificação de engenharia
Teste de tensão de nove pontos
3Requisitos de coordenadas D:
-
Espaçamento do eixo X = (Stencil Length – 100mm)/2
-
Espaçamento do eixo Y = (Stencil Width – 80mm)/2
-
Folga da borda ≥50mm
Matriz de validação de precisão de abertura
20 medições de abertura aleatórias devem satisfazer:
-
Desvio X/Y ≤±0,02mm
-
Erro rotacional ≤0,5°
-
Tolerância de forma ≤0,03 mm
Perspectiva Avançada de Fabricação
Com 01005 adoção de pacote, a fabricação de estêncil alcança:
-
Precisão de corte de ±1μm
-
<3° controle de conicidade
-
Rá<0.2μm rugosidade superficial
Os sistemas alimentados por IA permitem:
-
Otimização de parâmetros em tempo real
-
±3% de controle de volume de solda
-
Montagem confiável de micro-pitch
Conclusão
Este quadro técnico compreende 21 parâmetros críticos aumentam o rendimento na primeira passagem 15%+ através de controle de tensão otimizado e design de gradiente BGA.