
В эпоху промышленности 4.0, Глобальная производственная отрасль по -прежнему сталкивается 15%-20% дохода (Асф 2023 данные), с печатная плата Сектор является важной жертвой. Как реализовать научные и разумные качественные инструменты для достижения полного качества раннего предупреждения и контроля в Производство печатных плат стал ключом к созданию основной конкурентоспособности в отрасли окружной платы. Эта статья углубится в практическое применение UGPCB, Предоставление углубленного анализа правил применения APQP, PPAP, MSA, FMEA, Спк, и инструменты CP, раскрытие основной логики их совместной работы.
я. Четырехмерная модель стоимости системы качественных инструментов
Современная система управления качеством может быть абстрагирована в четырехмерную структуру: Профилактика измерения (FMEA), Управление измерением (SPC/CP), Улучшение измерение (MSA), Измерение стандартизации (APQP/PPAP). Среди них, APQP служит основой, Построение всеобъемлющего Защита качества печатной платы сеть через пять этапов:
1. Стадия планирования и определения:
Использование QFD (Развертывание функции качества) Чтобы перевести требования клиентов в CTQ (Критические характеристики качества). Например, an automotive component company transformed the customer’s vague demand for “driving comfort” into 12 измеримые показатели на этом этапе.
2. Стадия дизайна продукта PCB:
Принятие DFMEA для профилактики неудач. Например, наш дизайн печатной платы Департамент уменьшил значение RPN риска сигнала от RPN 210 к 45 При проектировании Высокочастотные круговые платы для клиента, снижение стоимости изменения дизайна за счет 67%.
3. Стадия проектирования процесса:
Применение методов Тагучи для оптимизации параметров процесса. Компания по полупроводнике повысила свою стоимость CPK из 0.9 к 1.6 во время процесса травления.
Модель улучшения возможностей процесса:


При оптимизации параметров процесса делает м приблизиться к центру спецификации и а уменьшается, CPK значительно улучшается.
II. Золотой треугольник применения инструмента совместного


1. Механизм передачи риска FMEA
В производстве автомобильных проволочных жгутов, Анализ PFMEA выявил три категории высокого риска в процессе обжима терминала:
- Опытное отклонение высоты (RPN = 128)
- Изоляция кожи поломки (RPN = 96)
- Недостаточная экспозиция проводника (RPN = 84)
Эти точки риска были преобразованы в 23 Критические характеристики управления через матрицу передачи риска, С соответствующими разработанными планами мониторинга SPC.
2. Роль защиты от измерений MSA
Анализ системы измерения формования точной инъекции предприятия показал:
Гр&Р=15.8%<30%(приемлемый)
Однако, Различия между частями учитывают только 38%, Указывая о недостаточном разрешении системы измерения. После обновления микрометра до лазерного измерительного прибора, Гр&R упал до 8.2%.
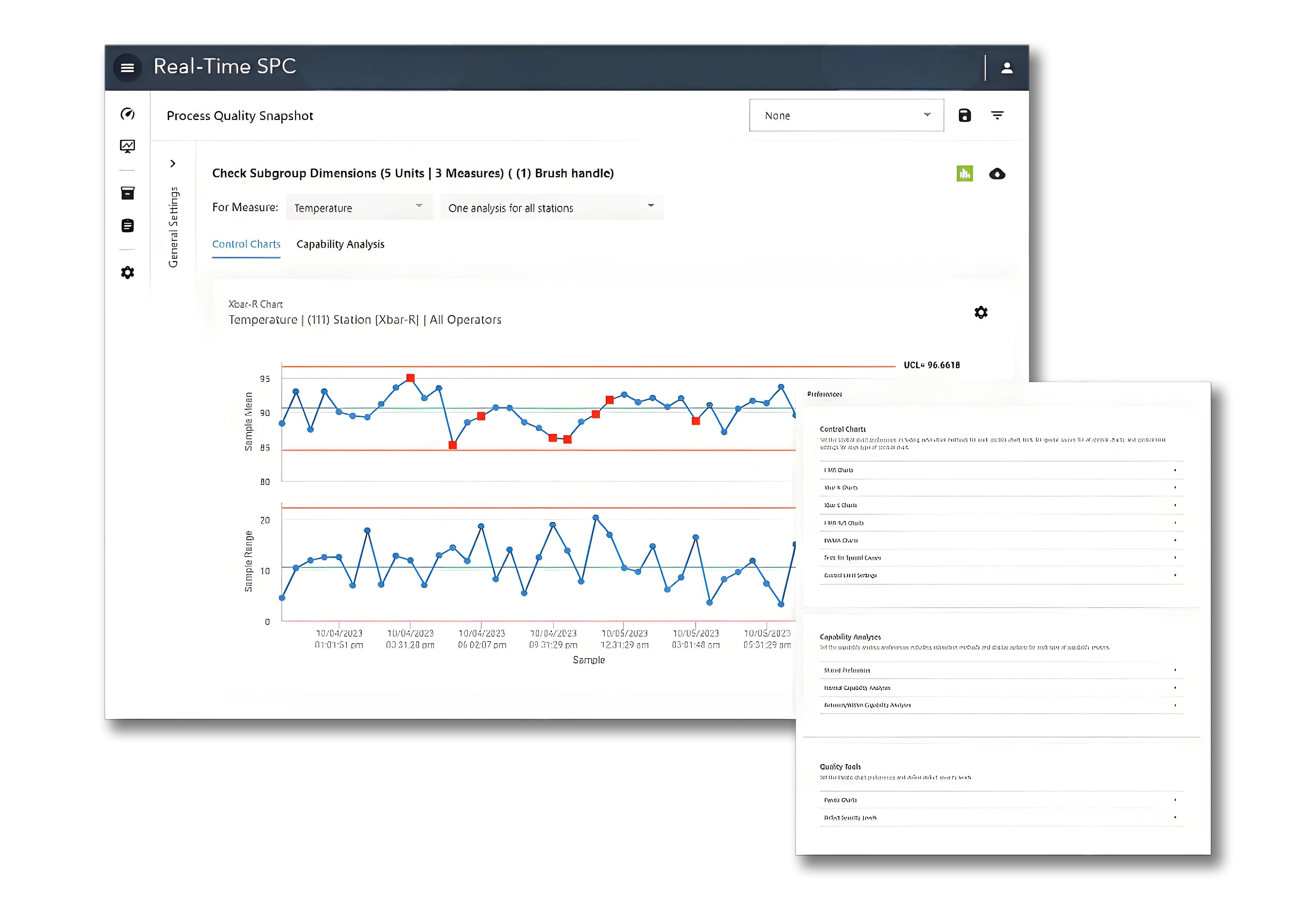
3. Практика управления процессом SPC
В процессе размещения SMT, наш PCBA Factory Использовал диаграмму управления X-BAR-R для мониторинга толщины пая:
Центральная линия кл=120мм
Ucl=125мм,LCL=115мм
Когда семь последовательных моментов показали тенденцию к восходящей тенденции, Своевременное предупреждение предотвратило партийные сварки дефектов.
III. Эволюция инструмента при цифровом преобразовании
Современные системы управления качеством достигли интеграции инструментов:
1. APQP Digital Platform:
Полный производитель транспортных средств сократил цикл разработки 40% через систему PLM.
2. AI-управляемый FMEA:
Использование исторических данных для обучения моделей прогнозирования рисков, повышение точности идентификации сбоев 35%.
3. IoT+SPC:
Наша компания развернулась над 2000 датчики в обработчиках ЧПУ, Достижение визуализации возможностей процесса в реальном времени во время фрезерования PCB.

IV. Типичные тематические исследования в отраслевых приложениях
Случай 1: Новый энергетический автомобильный аккумулятор
- Комбинация приложений: APQP+DFMEA+MSA
- Ключевой прорыв: Оптимизировал воспроизводимость измерения межсексуалов MSA 22% к 8%, и увеличение силы расширения модуля CPK из 1.0 к 1.5.
Случай 2: Медицинское оборудование производство печатной платы
- Комбинация инструментов: PFMEA+SPC+CP
- Эффект реализации: Наша компания печатная плата Стандартное отклонение контроля импеданса уменьшилось с 3 Ом до 0,8 Ом, достижение 100% Ставка первого прохождения в PPAP клиента.
В. Руководство по предотвращению дорожных камней и подводных камней


Трехфазный метод введения:
1. Фонд строительный период (6 месяцы):
Завершите проверку системы MSA и установите основные контрольные точки SPC.
2. Период интеграции системной интеграции (12 месяцы):
Интегрировать процессы APQP и FMEA.
3. Цифровой период расширения прав и возможностей (18 месяцы):
Создайте качественную платформу больших данных.
Общие ошибки предупреждение:
- Treating FMEA as a “paper document for audit compliance.”
- Использование теоретических значений вместо данных процесса для ограничений управления SPC.
- Игнорирование линейного анализа системы измерения в MSA.
Заключение


Когда эти шесть инструментов образуют органическую экосистему, наша компания достигает составного преимущества 20% Снижение качественных затрат, 35% уменьшение жалоб клиентов, и 30% сокращенный цикл от дизайна продукта PCB до доставки (в соответствии с УГКПБ Финансовый отчет компании). На фоне волны заводских интеллектуальных производственных возможностей повышение, Эти классические инструменты оживляют в цифровой форме, Непрерывно расширяет возможности быстрого развития нашей компании.