
การแนะนำ

ในการผลิตอุปกรณ์อิเล็กทรอนิกส์ที่ทันสมัย, เทคโนโลยี Mount Surface (SMT) ได้กลายเป็นกระบวนการหลักสำหรับการประกอบ PCB. อย่างไรก็ตาม, เมื่อขนาดส่วนประกอบยังคงหดตัวและกระบวนการบัดกรีจะซับซ้อนมากขึ้น, ความน่าเชื่อถือของความแข็งแรงร่วมของบัดกรีได้กลายเป็นสิ่งสำคัญมากขึ้นเรื่อย ๆ. การประสานความแข็งแรงร่วมกันไม่เพียง แต่ส่งผลกระทบโดยตรงต่อประสิทธิภาพเชิงกลของผลิตภัณฑ์ แต่ยังกำหนดความน่าเชื่อถือในระยะยาวในสภาพแวดล้อมที่รุนแรง. บทความนี้สำรวจข้อกำหนดและเกณฑ์การประเมินผลสำหรับการทดสอบแรงดึงและการทดสอบแรงเฉือนของการประสานส่วนประกอบ SMT ความแข็งแรงร่วมกันผ่านข้อมูลการทดลองโดยละเอียดและการวิเคราะห์ระดับมืออาชีพ, ให้ข้อมูลเชิงลึกทางวิทยาศาสตร์และแนวทางปฏิบัติสำหรับอุตสาหกรรม.
วิธีการทดลองและการออกแบบ
การออกแบบการทดลอง
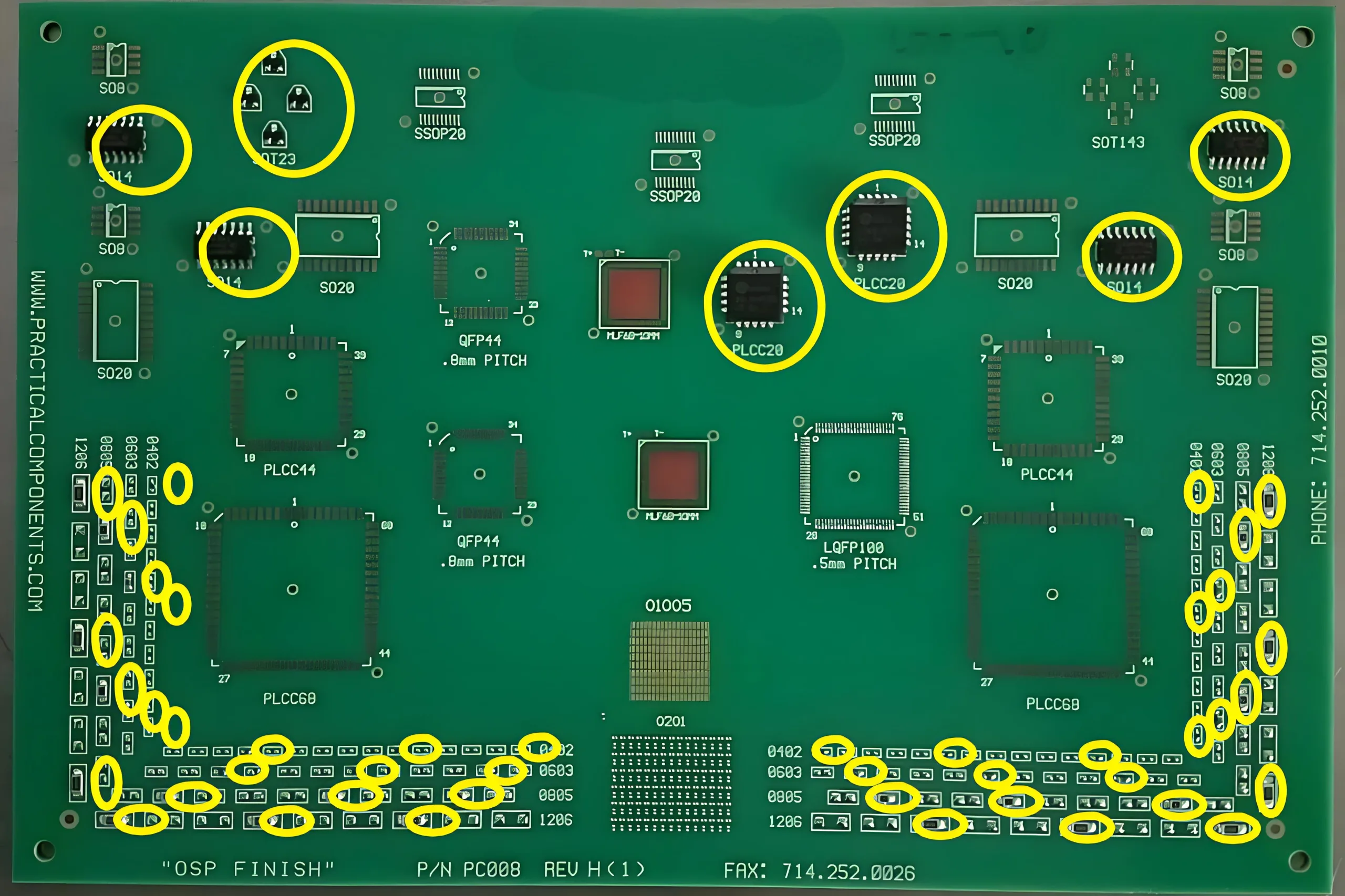

การทดลองเลือกส่วนประกอบ SMT ทั่วไปที่หลากหลาย, รวมถึงส่วนประกอบแฝงเช่น 0402, 0603, 0805, และ 1206, เช่นเดียวกับส่วนประกอบที่เป็นผู้นำเช่น SOT23, SO14, และ PLCC20. โดยการปรับระดับเสียงบัดกรี, ความหนาของลายฉลุ, และพารามิเตอร์การพิมพ์, เงื่อนไขการบัดกรีที่แตกต่างกันถูกจำลองเพื่อประเมินปัจจัยที่มีผลต่อความแข็งแรงของการประสาน.
การออกแบบปริมาตรวางและลายฉลุ

ปริมาตรวางบัดกรีเป็นหนึ่งในปัจจัยสำคัญที่มีอิทธิพลต่อความแข็งแรงของการประสาน. การทดลองออกแบบการไล่ระดับสีของปริมาตรการบัดกรีตั้งแต่ 25% ถึง 125%, รวมกับความหนาของลายฉลุที่แตกต่างกัน (51µm ถึง 102µm), เพื่อศึกษาความสัมพันธ์ระหว่างประสิทธิภาพการถ่ายโอนการบัดกรีและความแข็งแรงร่วมของบัดกรี. ข้อมูลการทดลองแสดงให้เห็นว่าการลดปริมาณการวางบัดกร, โดยเฉพาะอย่างยิ่งสำหรับส่วนประกอบแฝง, ที่ไหน 50% ปริมาตรวางบัดกรีเข้าใกล้ขีด จำกัด ที่ยอมรับได้ต่ำ.
สูตร: ประสิทธิภาพการถ่ายโอนบัดกรี = (ปริมาตรการบัดกรีจริง / ปริมาตรรูรับแสงลายฉลุ) × 100%
ตัวอย่างเช่น, ประสิทธิภาพการถ่ายโอนสำหรับก 0402 ส่วนประกอบที่ 25% ปริมาตรการบัดกรีคือ 31%, ในขณะที่ 125%, มันมาถึงแล้ว 138%. ข้อมูลนี้ให้ข้อมูลเชิงลึกที่สำคัญสำหรับการเพิ่มประสิทธิภาพกระบวนการพิมพ์บัดกรี.
พารามิเตอร์การพิมพ์และโปรไฟล์ Reflow
พารามิเตอร์เช่นความเร็วการพิมพ์, แรงกดดัน Squeegee, และความเร็วในการแยกส่งผลกระทบต่อความสม่ำเสมอและประสิทธิภาพการถ่ายโอนของการวางบัดกรีอย่างมีนัยสำคัญ. การทดลองใช้ความเร็วในการพิมพ์ 30 มม./วินาที, แรงกดดันของ 5.0 กิโลกรัม, และเตาอบรีโมต 10 โซนเพื่อให้แน่ใจว่าการควบคุมกระบวนการ. พารามิเตอร์สำคัญของโปรไฟล์ reflow รวมอยู่ด้วย:
- แช่เวลา (150-200องศาเซลเซียส): 70-75 ไม่กี่วินาที
- เวลาด้านบน (>221องศาเซลเซียส): 63-70 ไม่กี่วินาที
- อุณหภูมิสูงสุด: 243-249องศาเซลเซียส
พารามิเตอร์เหล่านี้ทำให้มั่นใจได้ว่าการก่อตัวของการประสานที่เหมาะสมในขณะที่หลีกเลี่ยงข้อบกพร่องที่เกิดจากความร้อนสูงเกินไป.
ผลลัพธ์และการอภิปราย
การทดสอบความแข็งแรงร่วมของบัดกรี
การทดสอบแบบดึงและแรงเฉือนได้ดำเนินการเพื่อประเมินความแข็งแรงร่วมของการประสานของส่วนประกอบที่แตกต่างกัน. ตัวอย่างเช่น:
- 0402 ส่วนประกอบ: มาตรฐานแรงเฉือนที่ต้องการคือ≥0.65kgf. ข้อมูลการทดลองแสดงแรงเฉือน 0.68kGF ที่ 50% ปริมาณการวางประสาน, ใกล้กับเกณฑ์ที่ยอมรับได้.
- 1206 ส่วนประกอบ: มาตรฐานแรงเฉือนที่ต้องการคือ≥3.00kgf. ข้อมูลการทดลองแสดงแรงเฉือน 3.15kgf ที่ 100% ปริมาณการวางประสาน, แสดงให้เห็นถึงประสิทธิภาพที่ดี.

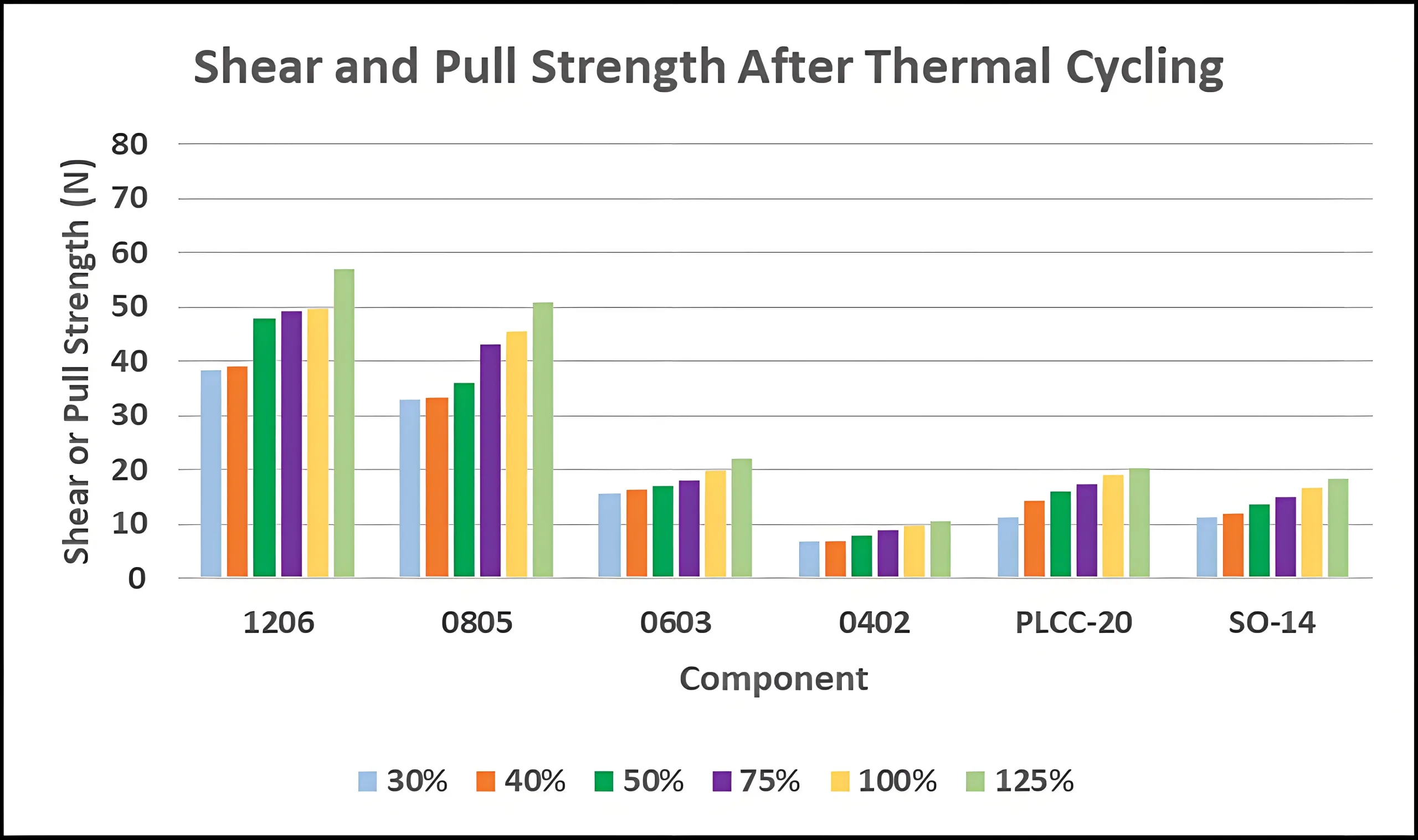
ผลกระทบของการปั่นจักรยานความร้อนต่อความแข็งแรงร่วมของบัดกรี
การทดลองยังจำลองสภาพการปั่นจักรยานด้วยความร้อน (-40° C ถึง 125 ° C, 1000 รอบ) เพื่อศึกษาความน่าเชื่อถือในระยะยาวของความแข็งแรงร่วมของบัดกรี. ผลการศึกษาพบว่าการปั่นจักรยานความร้อนช่วยลดความแข็งแรงของข้อต่อได้อย่างมีนัยสำคัญ, โดยเฉพาะอย่างยิ่งภายใต้เงื่อนไขปริมาณการวางบัดกรีต่ำ. ตัวอย่างเช่น, แรงเฉือนสำหรับ 0402 ส่วนประกอบที่ 25% ปริมาตรวางบัดกรีลดลงจาก 0.68kGF เป็น 0.55kGF, ต่ำกว่ามาตรฐานที่ยอมรับได้.
การวิเคราะห์ข้อบกพร่องของประสานประสาน
ขึ้นอยู่กับ IPC-A-610 และ J-Std-001 มาตรฐาน, การทดลองดำเนินการวิเคราะห์อย่างละเอียดเกี่ยวกับข้อบกพร่องของการประสานการประสาน. ผลการศึกษาพบว่าปริมาณการวางบัดกรีไม่เพียงพอ (เช่น, 25%) นำไปสู่การเพิ่มขึ้นของข้อบกพร่องเช่นลูกบอลประสานและเบ้ปิดแผ่น. ตัวอย่างเช่น, อัตราข้อบกพร่องสำหรับลูกบอลประสานใน 0402 ส่วนประกอบคือ 17% ที่ 25% บัดกรีปริมาตร แต่ลดลงเหลือ 3% ที่ 125%.
สรุปและคำแนะนำ
การเพิ่มประสิทธิภาพของปริมาณการวางบัดกรี
การทดลองแสดงให้เห็นว่าปริมาตรวางบัดกรีส่งผลกระทบอย่างมีนัยสำคัญ. ขอแนะนำว่าในการผลิตจริง:
- สำหรับส่วนประกอบแฝง, ควรรักษาปริมาณการบัดกรีไว้ด้านบน 50% เพื่อให้แน่ใจว่ามีความแข็งแรงร่วมกันบัดกรี.
- สำหรับส่วนประกอบตะกั่ว (เช่น, PLCC20 และ SO14), สามารถลดปริมาณการบัดกรี 40%, แต่จำเป็นต้องมีการวิจัยเพิ่มเติมสำหรับส่วนประกอบเช่น SOT23.
มาตรฐานของพารามิเตอร์กระบวนการ
การกำหนดมาตรฐานพารามิเตอร์การพิมพ์และโปรไฟล์การรีดกลับเป็นสิ่งสำคัญสำหรับการสร้างความมั่นใจในการบัดกรี. โรงงานประกอบ UGPCB ของเราปรับแต่งข้อมูลจำเพาะของพารามิเตอร์กระบวนการโดยละเอียดตามอุปกรณ์และประเภทส่วนประกอบ, ตามด้วยการตรวจสอบความถูกต้องและการปรับเปลี่ยน.
เพิ่มความน่าเชื่อถือในระยะยาว
การทดลองปั่นจักรยานด้วยความร้อนพบว่าการประสานความแข็งแรงร่วมกันค่อยๆลดลงเมื่อเวลาผ่านไป. สำหรับแอปพลิเคชันที่ต้องการความน่าเชื่อถือสูง, ขอแนะนำให้ใช้ปริมาณการวางบัดกรีที่สูงขึ้นและกระบวนการบัดกรี PCBA ที่เหมาะสมเพื่อเพิ่มความน่าเชื่อถือในระยะยาว.
บทสรุป
การทดสอบแรงดึงและแรงเฉือนของความแข็งแรงร่วมกันประสาน SMT ไม่เพียง แต่เป็นมาตรการควบคุมคุณภาพที่สำคัญ แต่ยังเป็นปัจจัยสำคัญในการปรับปรุงความน่าเชื่อถือของผลิตภัณฑ์ PCBA. ในอนาคต, เมื่อขนาดส่วนประกอบยังคงหดตัว, UGPCB จะคิดค้นและวิจัยกระบวนการและวิธีการใหม่ ๆ. ในขณะที่ให้บริการลูกค้าของเรา, เรามุ่งมั่นที่จะร่วมมือกับเพื่อนร่วมงานในอุตสาหกรรมเพื่อผลักดันความก้าวหน้าในการผลิตอุปกรณ์อิเล็กทรอนิกส์และขับเคลื่อนความก้าวหน้าของอุตสาหกรรมการประกอบ PCBA.