
Con el rápido desarrollo de 5G comunicaciones, inteligencia artificial, y tecnologías informáticas de alta velocidad, la demanda de rendimiento térmico superior en PCB (Placas de circuito impreso) para el equipo electrónico se está volviendo cada vez más estricto. Según Prismark, Se proyecta que el tamaño del mercado global para PCB con altos requisitos de disipación térmica $4.78 mil millones en 2023, con una CAGR excedente 9.2%. Particularmente en el ámbito de la alta frecuencia y PCB de alta velocidad, El sobrecalentamiento localizado se ha convertido en un factor crítico que afecta la confiabilidad del dispositivo.
Limitaciones técnicas de los procesos tradicionales de bloque de cobre integrado
El proceso actual de la industria convencional para integrar bloques de cobre implica prevenir el tablero y prepregaje (PÁGINAS) Antes de la laminación, Colocación del bloque de cobre durante el proceso de laminación, y confiar en el flujo de la resina PP para completar la incrustación y la fijación. Mientras que este método se usa ampliamente, tiene dos limitaciones significativas:
En primer lugar, El PP utilizado en la laminación debe tener suficiente contenido de resina. Según el estándar IPC-4101E, PP de alta resina debe tener un contenido de resina de 68% ± 5%. Si el volumen de resina es insuficiente, La nubación ocurre alrededor del área de llenado de bloque de cobre, formando brechas notables.
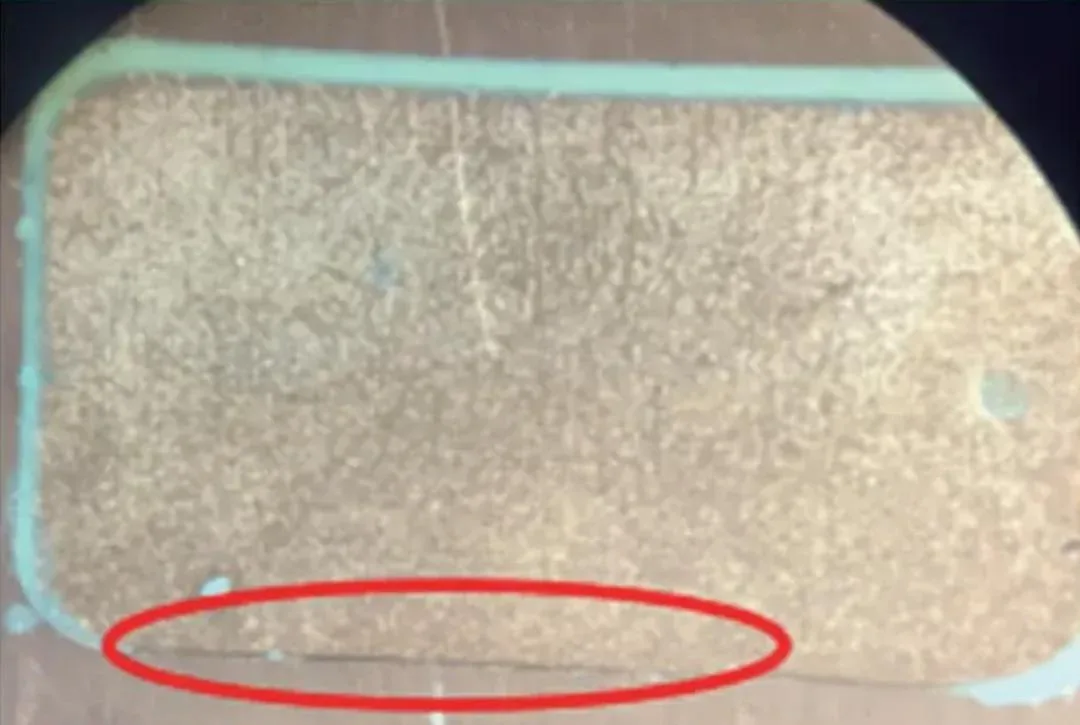

En segundo lugar, El flujo del PP debe controlarse con precisión. Según el IPC-TM-650 2.3.17 Método de prueba, La viscosidad dinámica de PP debe controlarse dentro del rango de 800-1,500 Pa · s (a 180 ° C). Si el flujo es demasiado alto, La resina excesiva puede fluir hacia las áreas de la brecha, causando el hambre de resina en las regiones de circuito cercanas, que conduce a una mala laminación y grietas internas dentro del tablero (Cifra 2).

Estas limitaciones hacen que los métodos tradicionales no sean adecuados para IDH Productos fabricados con laminación de acumulación secuencial. Para abordar este desafío de la industria, ha surgido el método de llenado de resina al vacío.
Principio de proceso y ventajas técnicas del llenado de resina al vacío
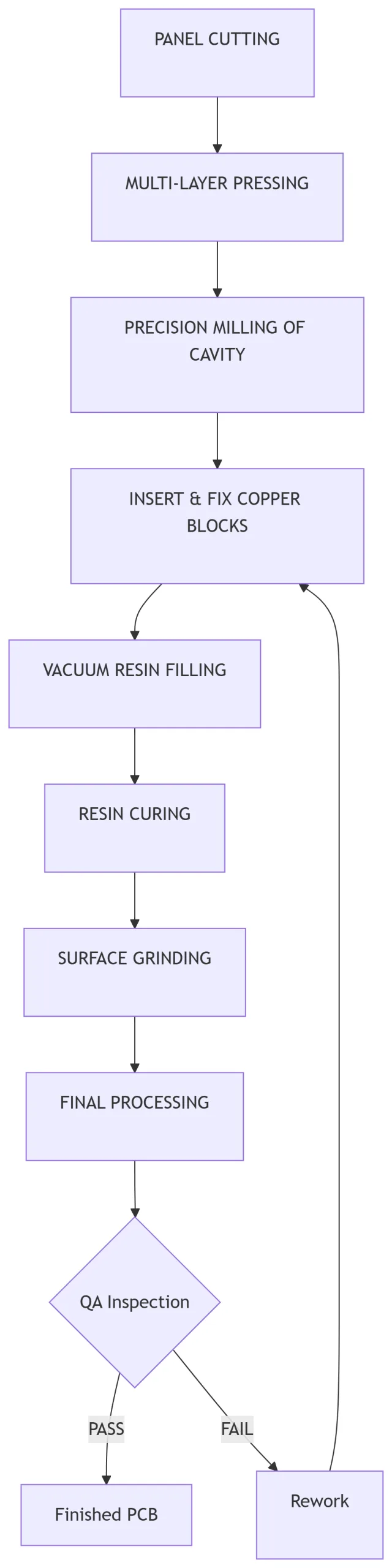
El método de llenado de resina al vacío adopta un enfoque técnico completamente diferente: primero, El enrutamiento de precisión se realiza en la tabla laminada para crear cavidades; Luego se colocan los bloques de cobre y se fijan; seguido de relleno de resina en condiciones de vacío; Después de la curación de resina, El paso final es moler. El flujo de procesamiento completo es: Panelización → laminación → enrutamiento → colocación de bloques de cobre → relleno de resina → molienda → procesos posteriores.

Este método ofrece ventajas significativas sobre el proceso tradicional.:
-
Aplicable a estructuras complejas como Tablas de HDI
-
Resultados de llenado más uniformes y confiables
-
Capacidad para el retrabajo y la reparación
-
Aproximadamente 30% Mejora en la eficiencia de producción
-
Reducción de costos de aproximadamente 15-20%
Diseño y validación de parámetros clave para el proceso de llenado de vacío
Diseño de optimización de forma y forma de la cavidad
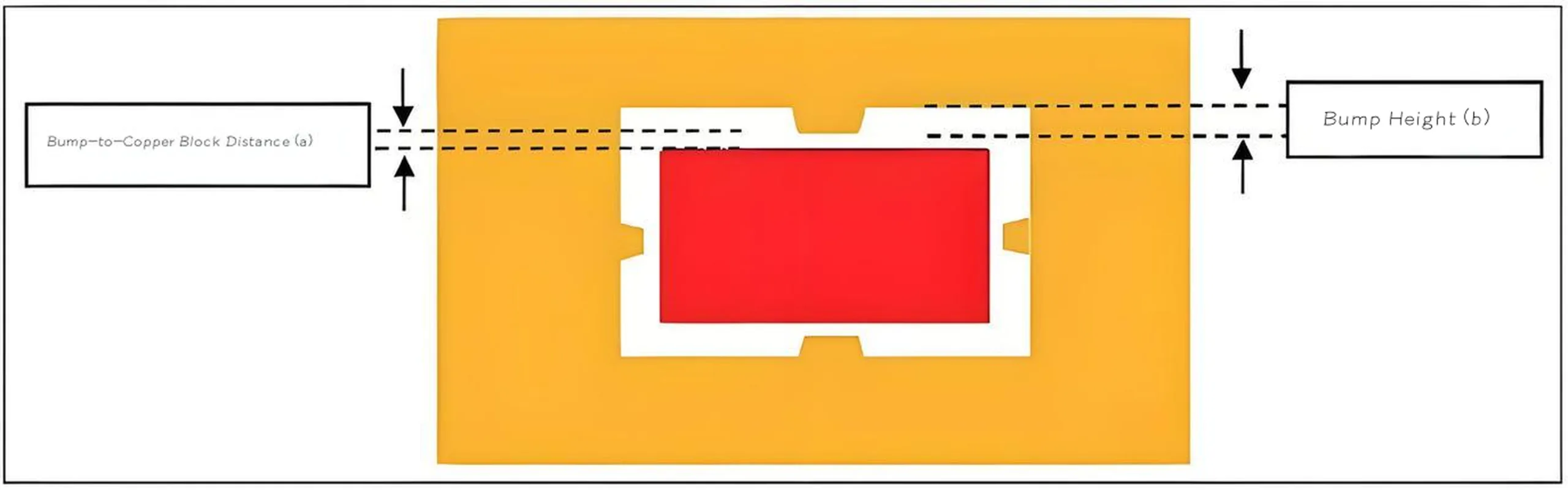
De acuerdo con los requisitos estrictos de un cliente importante, El tamaño del relleno de resina alrededor del bloque de cobre debe ser inferior a 0.254 mm. Teniendo en cuenta la precisión interna de la máquina de enrutamiento de ± 0.075 mm, El diseño del tamaño de la cavidad debe satisfacer: 2a + b ≤ 0.179 mm (o 2a + b ≤ 0.204 mm). Como consecuencia, Se diseñaron cuatro esquemas de tamaño de cavidad:
① a = 0.05 mm, b = 0.050 mm
② a = 0.05 mm, b = 0.075 mm
③ a = 0.05 mm, b = 0.100 mm
④ a = 0.075 mm, b = 0.050 mm
También se analizaron tres diseños de forma de cavidades:
-
Dar forma a un: Rectángulo estándar
-
Forma b: Rectángulo con una protuberancia agregada en el punto medio de cada lado
-
Forma C: Rectángulo con una protuberancia agregada 1 mm desde cada esquina en los cuatro lados

Uso de tableros de prueba con un grosor de 1.00 mm y bloques de cobre con un grosor de 0.98 mm, fijo con cinta resistente a alta temperatura, Se realizó un llenado de prueba sin resina en una máquina de llenado de vacío. Los resultados mostraron que la forma c (rectángulo con protuberancias de la esquina) proporcionó el mejor rendimiento contra la rotación y el movimiento, y fue seleccionado para la validación posterior.
Selección de material de película de fijación de bloque de cobre
Teniendo en cuenta la facilidad de la fijación y eliminación del bloque de cobre, así como la estabilidad térmica durante la cocción, La película de fijación debe cumplir con los requisitos para la resistencia a la alta temperatura y la pegajosidad apropiada. Se compararon dos materiales: Película de PE y cinta resistente a alta temperatura.
-
En la película: Resistencia al calor insuficiente (máx. 150 ° C), propenso a la deformación durante la cocción.
-
Cinta de alta temperatura resistente: Resistir temperaturas superiores a 200 ° C, tiene pegajosidad moderada, y no deja residuos al retirar.
Los resultados experimentales indicaron claramente que la cinta resistente a la alta temperatura es la opción óptima para la película de fijación de la incrustación del bloque de cobre.
Optimización de la diferencia de altura entre el bloque de cobre y la superficie de la placa
Se diseñaron esquemas de diferencia de altura para la validación.:
-
Esquema 1: Bloque de cobre 20 μm más alto que la superficie del tablero
-
Esquema 2: Bloque de cobre 40 μm más alto que la superficie del tablero
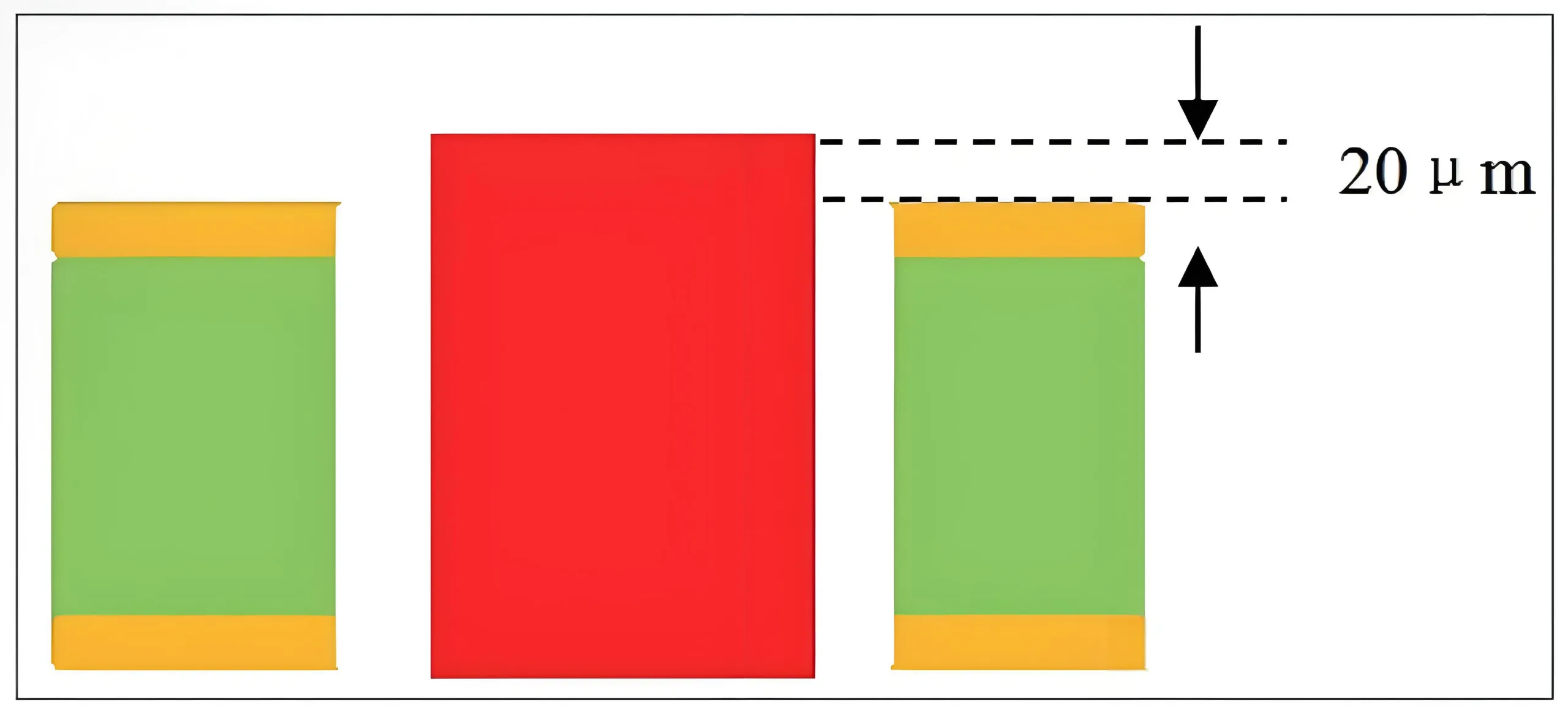

Los resultados experimentales indicaron que no hay problemas de desajuste con ninguno de los esquemas. Sin embargo, Desde la perspectiva del proceso de molienda posterior, Una diferencia de altura de 20 μm es más propicio para controlar la cantidad de molienda y reducir el tiempo de proceso.
Optimización de parámetros de llenado de resina
Basado en el tamaño y la forma de la cavidad previamente diseñados, y considerando las especificaciones de malla de pantalla de llenado interna comúnmente utilizada, Se usó una malla de 43t para el llenado de vacío. Se diseñaron esquemas de llenado de un paso y de dos pasos. El efecto de llenado de resina en el área del bloque de cobre fue inspeccionado después de llenar:
-
Relleno de un paso: Tasa de llenado aprox. 85-90%, con burbujas menores presentes.
-
Relleno de dos pasos: La tasa de llenado se alcanza 98%, sin defectos obvios.
Claramente, El uso de una malla de 43T para el llenado de resina de dos pasos cumple con los requisitos de volumen de resina para el área del espacio de bloque de cobre, Asegurar resultados de llenado confiables.
Estudio comparativo sobre métodos de colocación de hornear
Después del llenado de resina, Se requiere hornear para curarse. Dos métodos de colocación de hornear estaban disponibles internamente:
-
Colocación vertical: En portadores de estante
-
Colocación horizontal: En bandejas de apilamiento
Los resultados experimentales mostraron claramente que la colocación vertical en los portadores de rack no era conformes. La razón principal es que la resina llena permanece fluida durante la cocción, y bajo gravedad, fluye hacia abajo, causando pérdida de resina de los huecos y resultando en formación de vacío. La colocación horizontal en las bandejas de apilamiento no mostró anormalidades y es el método de cocción recomendado.
Validación de confiabilidad del producto y resultados de las pruebas
Basado en las conclusiones de investigación de los puntos de control clave anteriores, Se produjo un lote de productos PCB de bloque de cobre integrados, y 10 Las muestras se seleccionaron al azar para pruebas integrales de confiabilidad. Los elementos de prueba incluidos:
Prueba de soldadura de reflujo
Según el estándar IPC-6012E, 6 ciclos de soldadura de reflujo sin plomo (Temperatura máxima 260 ° C) fueron realizados. Todas las muestras pasaron sin delaminación, abrasador, o agrietarse.
Prueba de tensión térmica
Siguiendo IPC-TM-650 2.6.8 método, Se realizó una prueba de soldadura de flotación a 288 ° C ± 5 ° C para 20 artículos de segunda clase. Todas las muestras no mostraron anormalidades.
Prueba de ciclismo térmico
Según el estándar IPC-9701A, 1000 Se realizaron ciclos de -55 ° C a 125 ° C. Todas las muestras mantuvieron un rendimiento eléctrico normal e integridad estructural.
Mesa: Resumen de los resultados de la prueba de confiabilidad
| Artículo de prueba | Condición de prueba | Tasa de aprobación | Base estándar |
|---|---|---|---|
| Soldadura por reflujo | 260° C × 6 ciclos | 100% | IPC-6012E |
| Estrés térmico | 288° C × 20s | 100% | IPC-TM-650 2.6.8 |
| Ciclismo térmico | -55° C ~ 125 ° C × 1000 ciclos | 100% | IPC-9701A |
Perspectivas de solicitud y valor comercial del método de llenado de vacío
El método de llenado de resina al vacío para integrar bloques de cobre no solo supera las limitaciones de los métodos tradicionales, sino que también aporta un valor comercial significativo a la industria de la PCB:
Traducir las ventajas técnicas al valor comercial
-
Rendimiento mejorado: Reduce la chatarra causada por la vacación y las grietas, aumentando el rendimiento en aproximadamente 12-15%.
-
Reducción de costos: Simplifica el flujo del proceso, reducir los costos de producción por 15-20%.
-
Aplicaciones ampliadas: Permite el uso de tecnología de disipación de calor de bloque de cobre integrado en Productos HDI, Abrir nuevos espacios de mercado.
Áreas de aplicación amplias
Esta tecnología es particularmente adecuada para:
-
5G PCBS de amplificador de potencia de la estación base G
-
Placas de planta de placas para servidores de alta velocidad
-
Unidades de control electrónico automotriz (CUBRIR)
-
Tablas de iluminación LED de alta potencia
-
Módulos de potencia industrial
Conclusión y perspectiva
Este artículo valida sistemáticamente la viabilidad y confiabilidad del método de llenado de resina al vacío en la tecnología PCB de bloque de cobre integrado a través de experimentos. Las principales conclusiones son las siguientes:
-
Forma de la cavidad usando un rectángulo con protuberancias a 1 mm de cada esquina (Forma C) evita efectivamente el movimiento del bloque de cobre y la rotación.
-
El uso de cinta resistente a alta temperatura como la película de fijación de bloques de cobre garantiza la efectividad de la fijación y facilita la extracción posterior.
-
Son factibles las diferencias de altura de 20 μm como de 40 μm entre el bloque de cobre y el valor de diseño de espesor de placa., Pero el esquema de 20 μm se recomienda desde una perspectiva de control de procesos.
-
El uso de una malla de 43T para el llenado de resina de dos pasos garantiza un relleno suficiente y consistente.
-
La colocación horizontal en las bandejas de apilamiento durante la cocción evita que los defectos de llenado causen el flujo de resina.

En comparación con el método de laminación tradicional para incorporar bloques de cobre, El método de llenado de resina al vacío ofrece ventajas significativas que incluyen una mayor eficiencia, menor costo, mayor reprolabilidad, e idoneidad para tableros HDI. A medida que los requisitos para la disipación térmica en equipos electrónicos continúan aumentando, Esta nueva tecnología está preparada para convertirse en una opción de proceso crucial para la fabricación de PCB de alta disipación térmica.
Para ingenieros de diseño y especialistas en adquisiciones que buscan soluciones de PCB de disipación térmica alta, Se recomienda participar en discusiones detalladas con Proveedores de PCB. [Haga clic en este enlace Para descargar el informe detallado de fabricación de productos de nuestra empresa para obtener soluciones óptimas y soporte técnico adaptado a aplicaciones específicas.]
Los proveedores de servicios de fabricación de PCB de calidad pueden ofrecer servicios integrales desde consultas de diseño hasta producción de volumen hasta tarjeta de circuito impreso, Asegurar un excelente rendimiento térmico del producto y acortar el tiempo de comercialización.