


ロジャースRT / Duroid RO6002 PCB材料
ロジャースRT / Duroid RO6002 PCBマイクロ波材料は、誘電率が低い一種のラミネートです, 複雑なマイクロ波構造の設計における機械的信頼性と電気的安定性の厳格な要件を満たすことができます.
誘電率の温度依存性はから測定されました – 55oc to + 150℃. 結果は、材料の誘電率が温度変化に対して優れた抵抗を持っていることを示しています, フィルターの要件を満たすことができます, 設計における安定した電気性能のためのオシレーターと遅延ラインデザイナー.
Rogers RO6002 PCBメインの利点
1. 低損失は、高周波数で優れたパフォーマンスを保証します
2. 厳密に制御された誘電率と厚さ耐性
3. 優れた電気的および機械的特性
4. 温度で誘電率の変化率が非常に低い
5. 銅ホイルに相当する表面膨張係数
6. 低Z軸拡張
7. 排気率が低い, 航空アプリケーションに理想的な材料
PCBアプリケーション: 位相アレイアンテナ,地上および空中レーダーシステム, グローバルなポジショニングシステム, パワーバックプレーン,高い信頼性複雑な多層回路, 商業航空衝突防止システム,ビームフォーミングネットワーク
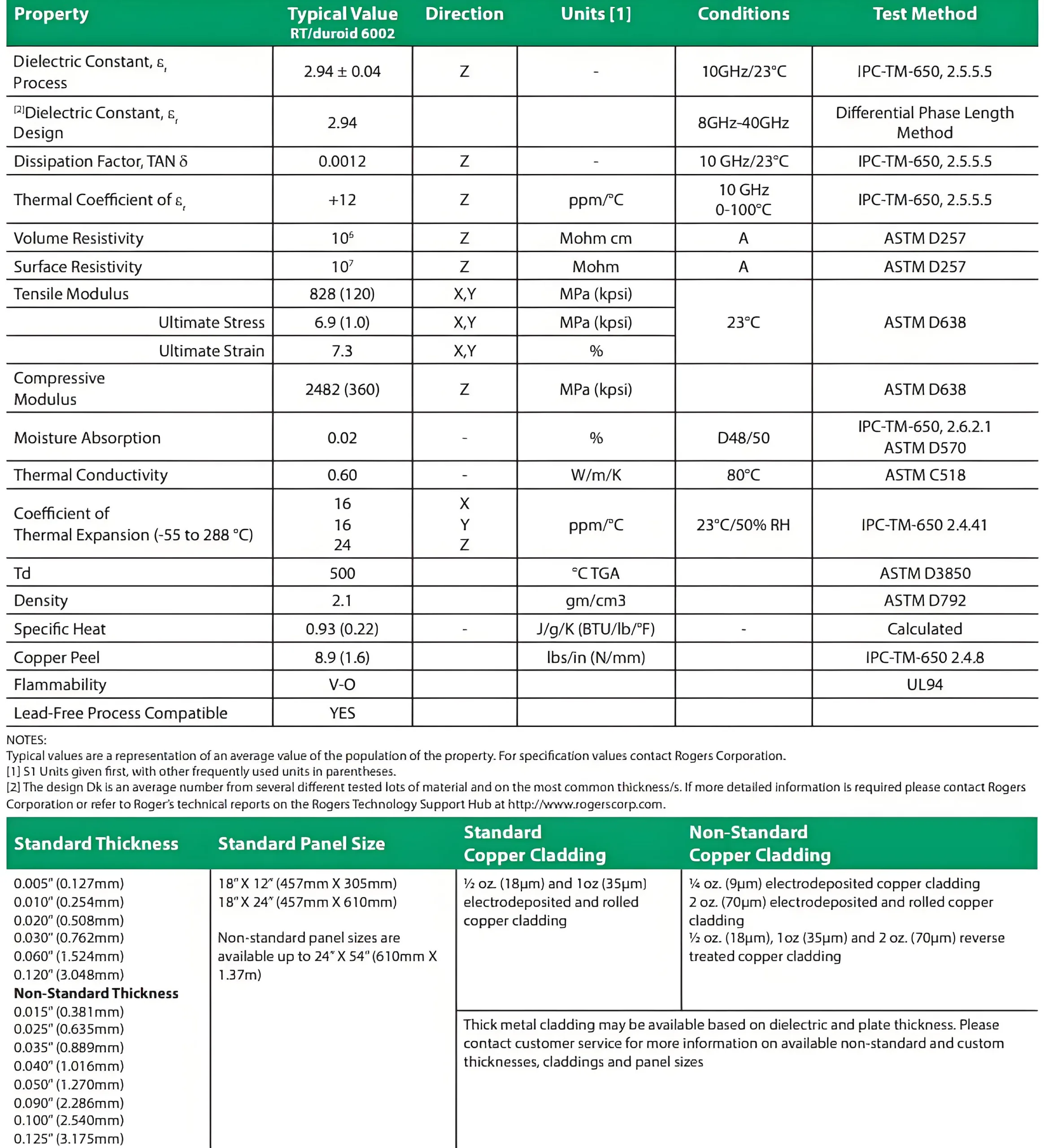
Rogers RO6002 PCB基板パラメーターテーブル
Rogers RO6002材料に関する詳細な情報, 訪問してください: Rogers RO6002技術仕様
RT / duroid6000シリーズ, RO3000シリーズおよびRO3200シリーズ™シリーズ高周波PCBボード材料は、ポリテトラフルオロエチレンです (PTFE) 複合材料, より大きな積分数のセラミック充填粒子を含む (>50%). RTの高い充填特性 / デュロイド 6002, RO3000シリーズおよびRO3200シリーズPCBボード材料により、Z軸熱膨張係数が低くなります (CTE), 穴の信頼性を通して優れた電気めっき, そして、平らなCTEは銅と密接に一致して、良好なサイズの安定性を実現します. RTのフィラー / デュロイド 6006 そして 6010 誘電定数が高く、回路サイズを縮小します.
材料の高い充填能力も、 5% 音量. コンポジットのマイクロポアは、フィラーとPTFEの間の界面に存在するようです, 走行電子顕微鏡で断面で検出することはできませんが. PTFEと加工セラミックフィラーの表面性能が低いため, マイクロポアは高い吸水をもたらさない. しかし, 有機溶媒や界面活性剤を含む水溶液などの低表面張力液体は、マイクロポアに浸透する可能性があります.
PTFEおよびセラミックフィラーはほとんどの加工化学物質に対して化学的に不活性であるため, 液体吸収はマイクロポアのみを満たし、これらのPCBボード材料の物理的特性を変えません. しかし, プレートが高温で処理される前 (例えば。, ラミネーション, SN/PBリフローはんだ, 等), 複合材料に浸透する揮発性物質は除去する必要があります. 化学物質の加工と接触した直後に徹底的にすすいで、部品を焼くときに不揮発性の可溶性物質が残されていないことを確認する.
揮発性除去
ラミネーションやリフローのはんだなどの高温プロセスの前に揮発性物質を除去できないと、誘電泡や剥離が生じる可能性があります. 以下のベーキング治療は、高温プロセス中に揮発性物質に関連する問題を排除することがわかっています.
ベーキングのための基本ガイド
1. ラミネーションの前.
ラミネーションの前, ラミネートする内側のラミネートは、真空またはで少なくとも30分間焼く必要があります 300 窒素の°F. プレートが高圧滅菌器で一緒に押されている場合, ベーキングプロセスは、プレスプロセスに先行する可能性があります.
2. 銅の化学堆積物の前.
少なくともプレートを焼きます 1 真空またはで時間 300 銅の化学的沈殿前の窒素の程度. これは、多層プレートのエッジと機械的特性がエレクトロレス銅メッキで覆われると、ベーキングの鍵です。, 市販のナトリウムエッチャントまたはフラッシングからアルコールから吸収されたエチレングリコールエーテルを除去するのは困難です.
3. リフローのはんだ付けの前.
逆流結合または熱気レベリングの前 (出血), ボードは少なくとも焼きます 2 真空または窒素での時間 300 f. 焼いた後, フラックスを適用した後の滞留時間は 30 秒. 再処理が必要な場合, 上記のベーキング治療は繰り返さなければなりません.
窒素精製バッグでシートを焼くとき, バッグの揮発性物質が取り外されることを確認するために、バッグからの窒素エアフローが必要です. 同様に, 真空バッグを使用して、バッグの素材によって真空パイプラインがブロックされないことを確認する場合は注意を払う必要があります. 揮発性物質がバッグに残っている場合, 彼らはそれが冷却されるとボードに凝縮します. これにより、ベーキングの有効性が大幅に低下します. オーブンが予熱されていない場合, 推奨されるベーキング時間は、オーブンを温度にするために使用する必要があります.
誘電性汚染
化学物質の処理と接触した後、これらのPCBボード材料を十分に洗浄しないと、誘電性汚染につながることがあります。. これらの問題は、不揮発性成分を含む低表面エネルギー溶媒への暴露を最小限に抑え、合理的なフラッシングプロセスを使用することで防ぐことができます. 例えば, 必要なエッチング時間よりも長くエッチントにプレートを浸すことは許可されていません. 加えて, エッチング後すぐにプレートを洗い流す必要があります.
誘電性汚染を防止するための基本的なガイドライン

ベーキングのための基本ガイド
1. 不揮発性成分を含む低表面エネルギー溶媒への暴露を最小限に抑える.
2. 不揮発性残留物を防ぐために、定期的に捨ててすすぎます.
3. 誘電表面が低表面エネルギーを備えた水溶性溶液または非揮発性物質を含む水溶性有機溶液と接触している場合, プレートに浸る必要があります 70 f熱い蒸留水のため 15 すぐに数分.
4. 誘電表面が非揮発性物質を含む水不溶性溶媒と接触している場合, プレートは、水溶性有機溶媒に浸す必要があります (例えば. メタノール, エタノールまたはイソプロパノール) のために 15 すぐに数分, そして、熱い蒸留水で 15 分














