
Con il rapido sviluppo delle comunicazioni 5G, intelligenza artificiale, e tecnologie informatiche ad alta velocità, la richiesta di prestazioni termiche superiori PCB (Circuiti stampati) per le apparecchiature elettroniche sta diventando sempre più rigorosa. Secondo Prismark, si prevede che raggiungerà le dimensioni del mercato globale dei PCB con elevati requisiti di dissipazione termica $4.78 miliardi di 2023, con un CAGR superiore a 9.2%. In particolare nel campo delle alte frequenze e PCB ad alta velocità, il surriscaldamento localizzato è diventato un fattore critico che influisce sull'affidabilità del dispositivo.
Limitazioni tecniche dei tradizionali processi di blocchi di rame incorporati
L'attuale processo industriale tradizionale per l'inclusione di blocchi di rame prevede la pre-finestratura del pannello centrale e del preimpregnato (PP) prima della laminazione, posizionamento del blocco di rame durante il processo di laminazione, e fare affidamento sul flusso della resina PP per completare l'inclusione e il fissaggio. Sebbene questo metodo sia ampiamente utilizzato, ha due limitazioni significative:
In primo luogo, il PP utilizzato nella laminazione deve avere un contenuto di resina sufficiente. Secondo lo standard IPC-4101E, Il PP ad alto contenuto di resina deve avere un contenuto di resina di 68% ± 5%. Se il volume della resina è insufficiente, lo svuotamento si verifica attorno all'area di riempimento del blocco di rame, formando lacune evidenti.
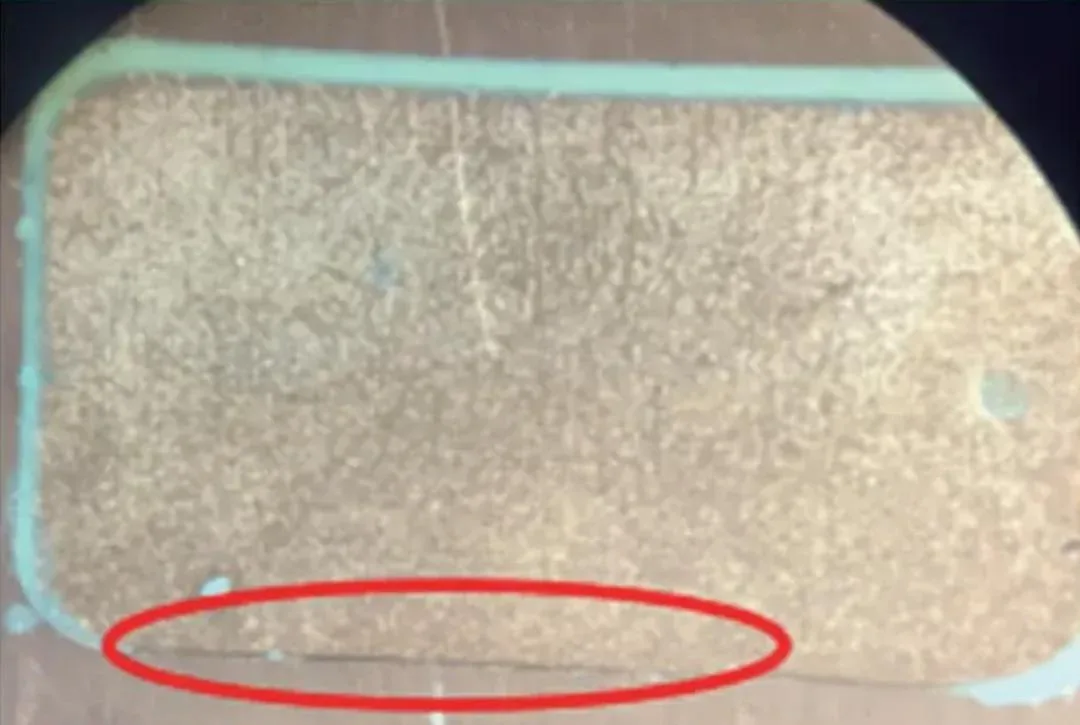
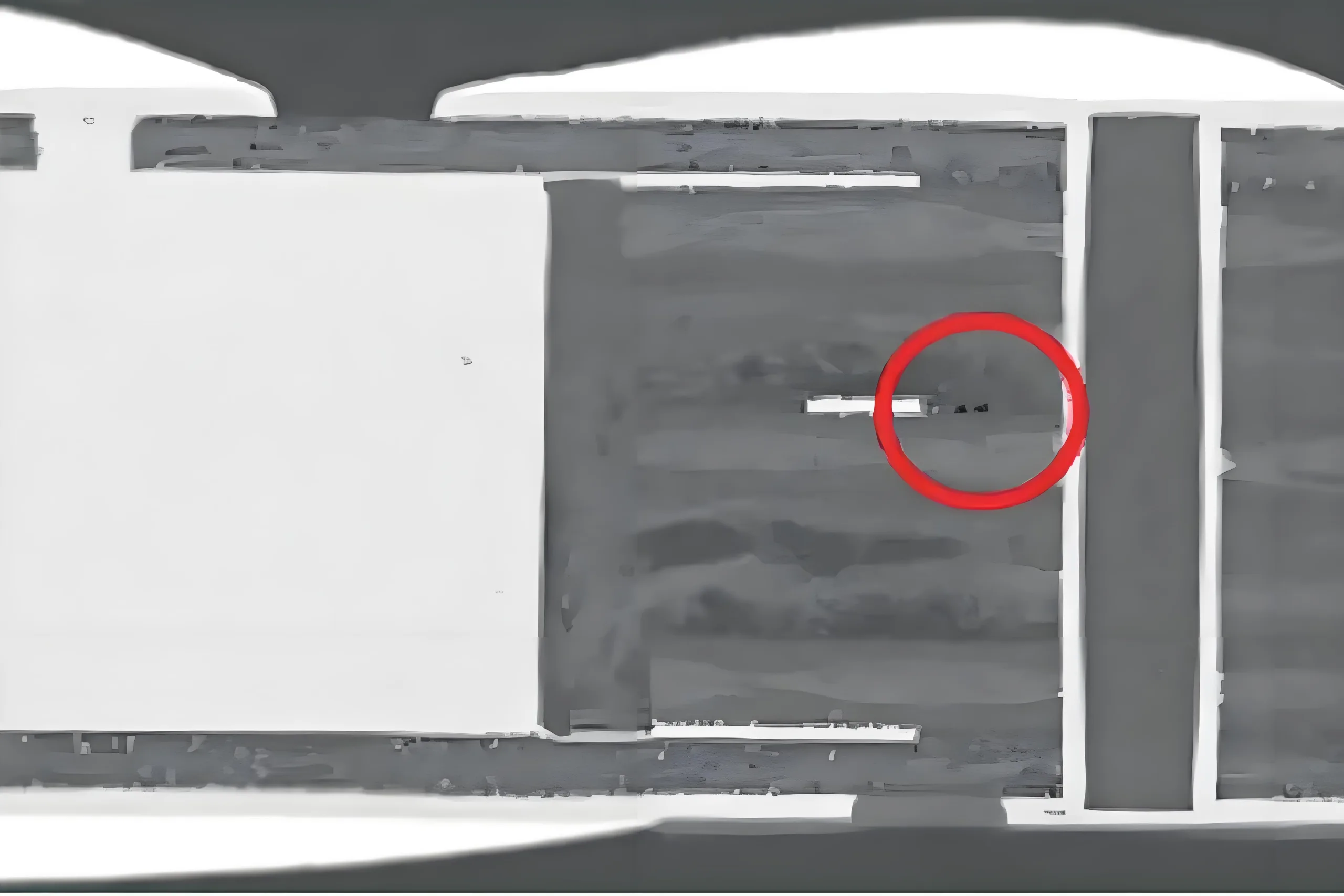
In secondo luogo, il flusso del PP deve essere controllato con precisione. Secondo IPC-TM-650 2.3.17 metodo di prova, la viscosità dinamica del PP deve essere controllata entro l'intervallo di 800-1,500 Pa·s (a 180°C). Se il flusso è troppo elevato, una quantità eccessiva di resina può fluire nelle aree degli spazi vuoti, causando carenza di resina nelle regioni del circuito vicine, portando a una scarsa laminazione e a crepe interne all'interno del pannello (Figura 2).
Queste limitazioni rendono i metodi tradizionali inadatti ISU prodotti realizzati utilizzando la laminazione sequenziale. Per affrontare questa sfida del settore, è emerso il metodo di riempimento della resina sotto vuoto.
Principio del processo e vantaggi tecnici del riempimento con resina sottovuoto
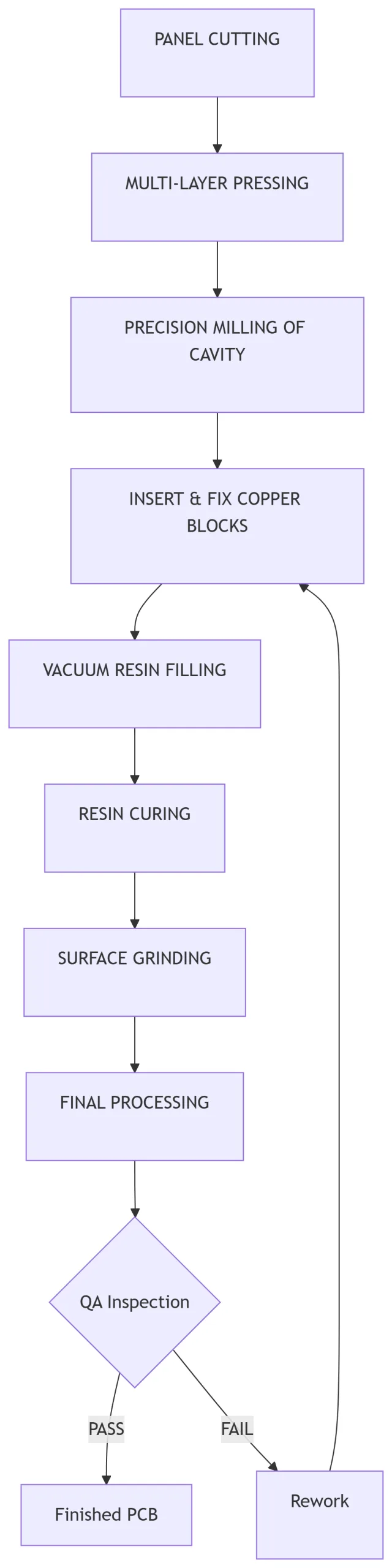
Il metodo di riempimento della resina sotto vuoto adotta un approccio tecnico completamente diverso: Primo, sul pannello laminato viene eseguita una fresatura di precisione per creare cavità; vengono quindi posizionati e fissati i blocchi di rame; seguito dal riempimento della resina in condizioni di vuoto; dopo l'indurimento della resina, la fase finale è la macinazione. Il flusso di elaborazione completo è: Pannellatura → Laminazione → Fresatura → Posizionamento del blocco di rame → Riempimento di resina → Rettifica → Processi successivi.
Questo metodo offre notevoli vantaggi rispetto al processo tradizionale:
-
Applicabile a strutture complesse come Schede HDI
-
Risultati di riempimento più uniformi e affidabili
-
Possibilità di rilavorazione e riparazione
-
Circa 30% miglioramento dell’efficienza produttiva
-
Riduzione dei costi di ca 15-20%
Progettazione e convalida dei parametri chiave per il processo di riempimento sotto vuoto
Progettazione dell'ottimizzazione della forma e delle dimensioni della cavità
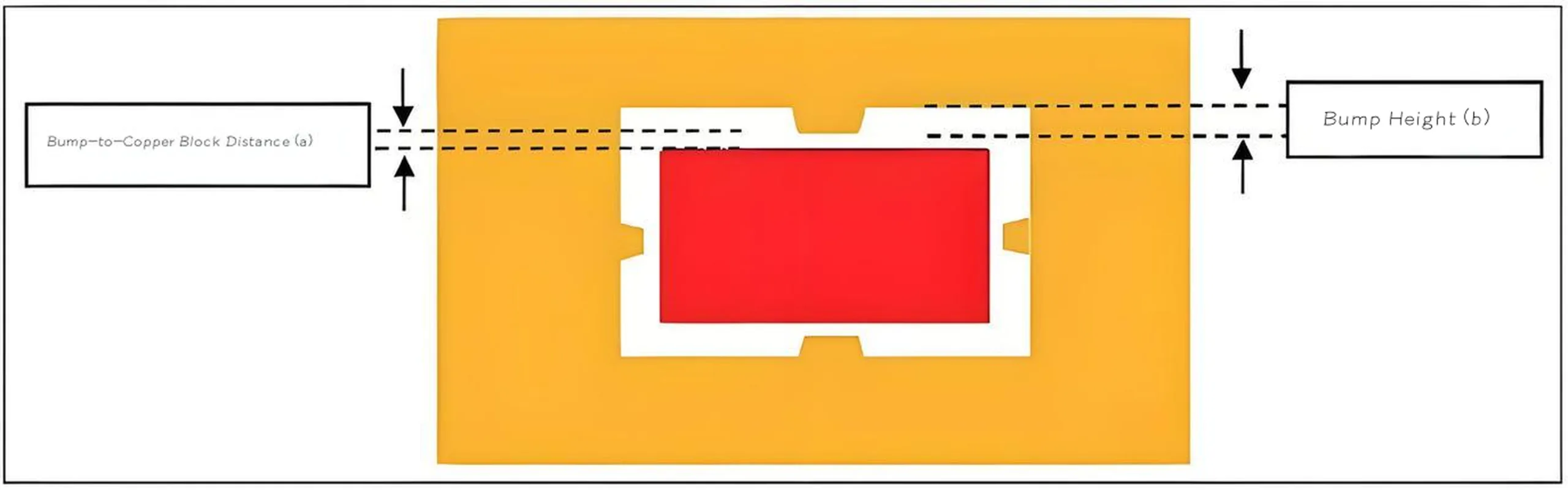
Secondo i severi requisiti di un importante cliente, la dimensione del riempimento di resina attorno al blocco di rame deve essere inferiore a 0,254 mm. Considerando la precisione interna della fresatrice di ±0,075 mm, la dimensione della cavità deve essere soddisfatta: 2UN + b ≤ 0,179 mm (o 2a + b ≤ 0,204 mm). Di conseguenza, sono stati progettati quattro schemi di dimensioni della cavità:
① a=0,05 mm, b=0,050 mm
② a=0,05 mm, b=0,075 mm
③ a=0,05 mm, b=0,100 mm
④ a=0,075 mm, b=0,050 mm
Sono stati testati anche tre modelli di forme di cavità:
-
Forma A: Rettangolo standard
-
Forma B: Rettangolo con una sporgenza aggiunta nel punto medio di ciascun lato
-
Forma C: Rettangolo con una sporgenza aggiunta di 1 mm da ciascun angolo su tutti e quattro i lati
Utilizzando schede di prova con uno spessore di 1,00 mm e blocchi di rame con uno spessore di 0,98 mm, fissato con nastro resistente alle alte temperature, è stato effettuato un riempimento di prova senza resina su una riempitrice sottovuoto. I risultati hanno mostrato che la Forma C (rettangolo con sporgenze angolari) fornito le migliori prestazioni anti-rotazione e anti-movimento, ed è stato selezionato per la successiva validazione.
Selezione del materiale della pellicola di fissaggio del blocco di rame
Considerando la facilità di fissaggio e rimozione del blocco di rame, nonché stabilità termica durante la cottura, la pellicola di fissaggio deve soddisfare i requisiti di resistenza alle alte temperature e adeguata appiccicosità. Sono stati confrontati due materiali: Pellicola in PE e nastro resistente alle alte temperature.
-
Nel film: Resistenza al calore insufficiente (massimo 150°C), soggetto a deformazioni durante la cottura.
-
Nastro resistente alle alte temperature: Resiste a temperature superiori a 200°C, ha una moderata appiccicosità, e non lascia residui dopo la rimozione.
I risultati sperimentali hanno indicato chiaramente che il nastro resistente alle alte temperature è la scelta ottimale per la pellicola di fissaggio per l'inclusione del blocco di rame.
Ottimizzazione della differenza di altezza tra il blocco di rame e la superficie del pannello
Sono stati progettati due schemi di differenza di altezza per la validazione:
-
Schema 1: Blocco di rame più alto di 20μm rispetto alla superficie della scheda
-
Schema 2: Blocco di rame più alto di 40μm rispetto alla superficie della scheda
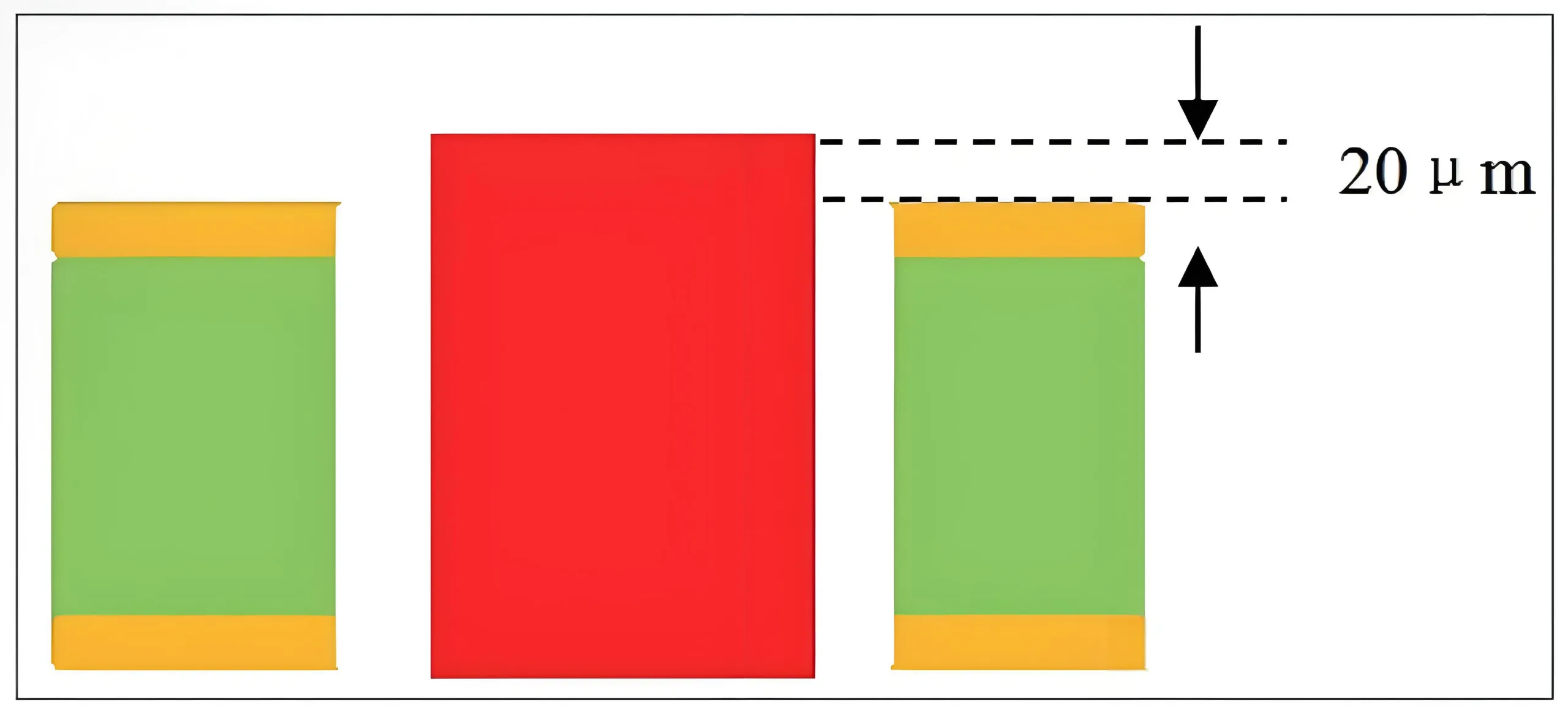
I risultati sperimentali non hanno indicato problemi di mancata corrispondenza con nessuno dei due schemi. Tuttavia, dal punto di vista del successivo processo di macinazione, una differenza di altezza di 20μm è più favorevole al controllo della quantità di macinazione e alla riduzione del tempo di processo.
Ottimizzazione dei parametri di riempimento della resina
In base alla dimensione e alla forma della cavità precedentemente progettata, e considerando le specifiche della maglia dello schermo di riempimento interno comunemente usate, per il riempimento sotto vuoto è stata utilizzata una rete da 43T. Sono stati progettati schemi di riempimento a uno e due passaggi. L'effetto di riempimento della resina nell'area del blocco di rame è stato controllato dopo il riempimento:
-
Riempimento in un solo passaggio: Tasso di riempimento ca. 85-90%, con piccole bolle presenti.
-
Riempimento a due passaggi: Il tasso di riempimento è eccessivo 98%, senza difetti evidenti.
Chiaramente, l'utilizzo di una rete 43T per il riempimento di resina a due passaggi soddisfa i requisiti di volume della resina per l'area del gap del blocco di rame, garantendo risultati di riempimento affidabili.
Studio comparativo sui metodi di posizionamento in cottura
Dopo il riempimento con resina, è necessaria la cottura per la stagionatura. Internamente erano disponibili due metodi di posizionamento della cottura:
-
Posizionamento verticale: Su supporti a rack
-
Posizionamento orizzontale: Su vassoi impilabili
I risultati sperimentali hanno mostrato chiaramente che il posizionamento verticale sui supporti rack non era conforme. Il motivo principale è che la resina riempita rimane scorrevole durante la cottura, e sotto gravità, scorre verso il basso, causando la perdita di resina dagli spazi vuoti e la conseguente formazione di vuoti. Il posizionamento orizzontale su vassoi impilabili non ha mostrato anomalie ed è il metodo di cottura consigliato.
Convalida dell'affidabilità del prodotto e risultati dei test
Sulla base delle conclusioni della ricerca dai punti di controllo chiave di cui sopra, è stato prodotto in prova un lotto di prodotti PCB con blocchi di rame incorporati, E 10 i campioni sono stati selezionati casualmente per test di affidabilità completi. Articoli di prova inclusi:
Test di saldatura a riflusso
Secondo lo standard IPC-6012E, 6 cicli di saldatura a riflusso senza piombo (temperatura di picco 260°C) sono stati condotti. Tutti i campioni sono passati senza delaminazione, vesciche, o screpolature.
Prova di stress termico
Secondo IPC-TM-650 2.6.8 metodo, è stato eseguito il test di saldatura flottante a 288°C ± 5°C 20 secondi. Tutti i campioni non hanno mostrato anomalie.
Test di ciclismo termico
Secondo lo standard IPC-9701A, 1000 sono stati condotti cicli da -55°C a 125°C. Tutti i campioni hanno mantenuto prestazioni elettriche e integrità strutturale normali.
Tavolo: Riepilogo dei risultati dei test di affidabilità
| Articolo di prova | Condizione di prova | Tasso di passaggio | Base standard |
|---|---|---|---|
| Saldatura di riflusso | 260°C× 6 cicli | 100% | IPC-6012E |
| Stress termico | 288°C×20s | 100% | IPC-TM-650 2.6.8 |
| Ciclismo Termico | -55°C~125°C × 1000 cicli | 100% | IPC-9701A |
Prospettive applicative e valore commerciale del metodo di riempimento sottovuoto
Il metodo di riempimento della resina sotto vuoto per incorporare blocchi di rame non solo supera i limiti dei metodi tradizionali ma apporta anche un significativo valore commerciale all'industria dei PCB:
Trasformare i vantaggi tecnici in valore commerciale
-
Resa migliorata: Riduce gli scarti causati da svuotamenti e crepe, aumentando la resa di circa 12-15%.
-
Riduzione dei costi: Semplifica il flusso del processo, riducendo i costi di produzione 15-20%.
-
Applicazioni estese: Consente l'uso della tecnologia di dissipazione del calore con blocchi di rame incorporati Prodotti HDI, aprire nuovi spazi di mercato.
Ampie aree di applicazione
Questa tecnologia è particolarmente adatta per:
-
5PCB dell'amplificatore di potenza della stazione base G
-
Schede madri per server ad alta velocità
-
Unità di controllo elettroniche automobilistiche (COPERTINA)
-
Pannelli di illuminazione a LED ad alta potenza
-
Moduli di potenza industriali
Conclusione e prospettive
Questo articolo convalida sistematicamente la fattibilità e l'affidabilità del metodo di riempimento della resina sotto vuoto nella tecnologia PCB con blocchi di rame incorporati attraverso esperimenti. Le principali conclusioni sono le seguenti:
-
Forma della cavità utilizzando un rettangolo con sporgenze di 1 mm da ciascun angolo (Forma C) previene efficacemente il movimento e la rotazione del blocco di rame.
-
L'utilizzo di nastro resistente alle alte temperature come pellicola di fissaggio del blocco di rame garantisce l'efficacia del fissaggio e facilita la successiva rimozione.
-
Sono possibili differenze di altezza di 20μm e 40μm tra il valore di progettazione del blocco di rame e dello spessore del pannello, ma lo schema da 20μm è consigliato dal punto di vista del controllo del processo.
-
L'utilizzo di una rete 43T per il riempimento con resina a due passaggi garantisce un riempimento sufficiente e uniforme.
-
Il posizionamento orizzontale sui vassoi impilabili durante la cottura previene i difetti di riempimento causati dal flusso di resina.
Rispetto al tradizionale metodo di laminazione per inglobare blocchi di rame, il metodo di riempimento della resina sotto vuoto offre vantaggi significativi, inclusa una maggiore efficienza, Costo inferiore, maggiore rilavorabilità, e idoneità per schede HDI. Poiché i requisiti di dissipazione termica nelle apparecchiature elettroniche continuano ad aumentare, questa nuova tecnologia è destinata a diventare una scelta di processo cruciale per la produzione di PCB ad alta dissipazione termica.
Per ingegneri progettisti e specialisti degli acquisti che cercano soluzioni PCB ad alta dissipazione termica, si consiglia di impegnarsi in discussioni dettagliate con professionisti Fornitori di PCB. [Fare clic su questo collegamento per scaricare il rapporto dettagliato sulla produzione dei prodotti della nostra azienda per soluzioni ottimali e supporto tecnico su misura per applicazioni specifiche.]
I fornitori di servizi di produzione di PCB di qualità possono offrire servizi completi, dalla consulenza sulla progettazione alla produzione in serie PCB, garantendo eccellenti prestazioni termiche del prodotto e riducendo il time-to-market.
