
Introduzione
Nella produzione di elettronica moderna, Tecnologia a montaggio superficiale (SMT) è diventato il processo principale per l'assemblaggio PCB. Tuttavia, Man mano che le dimensioni dei componenti continuano a ridurre e i processi di saldatura diventano più complessi, L'affidabilità della resistenza all'articolazione della saldatura è diventata sempre più critica. La resistenza all'articolazione di saldatura non solo influisce direttamente sulle prestazioni meccaniche dei prodotti, ma determina anche la loro affidabilità a lungo termine in ambienti difficili. Questo articolo esplora le specifiche e i criteri di valutazione per i test di pull e taglio della resistenza all'articolazione della saldatura dei componenti SMT attraverso dati sperimentali dettagliati e analisi professionali, Fornire approfondimenti scientifici e guida pratica per l'industria.
Metodi sperimentali e design
Design sperimentale
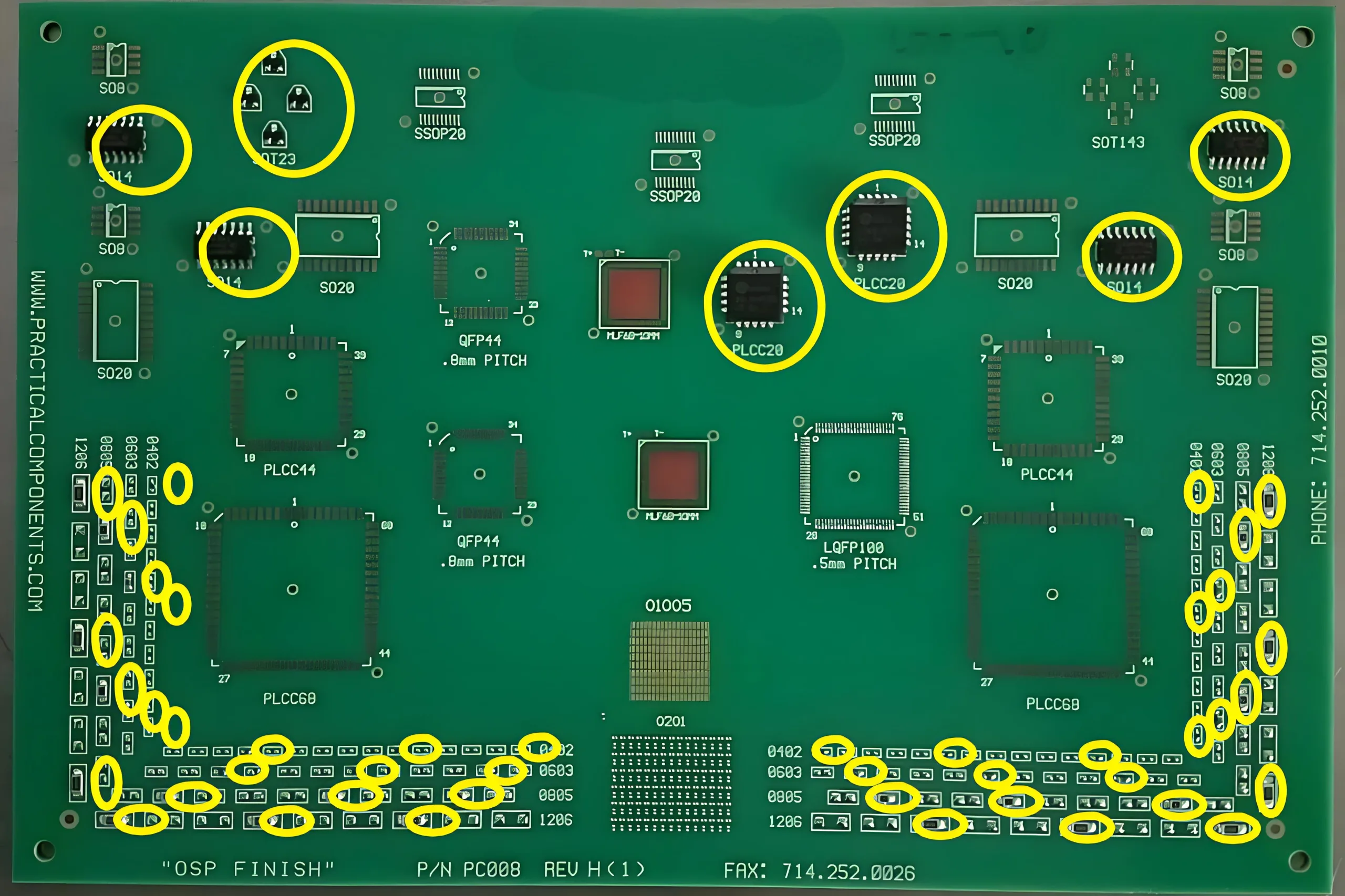
L'esperimento ha selezionato una varietà di componenti SMT comuni, compresi componenti passivi come 0402, 0603, 0805, E 1206, così come componenti con piombo come SOT23, SO14, e PLCC20. Regolando il volume di pasta di saldatura, spessore dello stencil, e parametri di stampa, Sono state simulate diverse condizioni di saldatura per valutare i fattori che influenzano la resistenza all'articolazione della saldatura.
Volume in pasta di saldatura e design dello stencil
Il volume della pasta di saldatura è uno dei fattori chiave che influenzano la resistenza all'articolazione della saldatura. L'esperimento ha progettato una gradiente di volumi di pasta di saldatura che vanno 25% A 125%, combinato con diversi spessori dello stencil (51µm a 102µm), studiare la relazione tra l'efficienza del trasferimento della pasta di saldatura e la resistenza all'articolazione della saldatura. I dati sperimentali hanno mostrato che la riduzione del volume della pasta di saldatura riduce significativamente la resistenza all'articolazione della saldatura, Soprattutto per i componenti passivi, dove a 50% Il volume della pasta di saldatura si avvicina al limite accettabile inferiore.
Formula: Efficienza di trasferimento in pasta di saldatura = (Volume di pasta di saldatura effettiva / Volume di apertura dello stencil) × 100%
Per esempio, l'efficienza di trasferimento per a 0402 componente a 25% Il volume della pasta di saldatura era 31%, mentre era a 125%, raggiunse 138%. Questi dati forniscono approfondimenti critici per ottimizzare i processi di stampa in pasta di saldatura.
Parametri di stampa e profilo di riflusso
Parametri come la velocità di stampa, Pressione di Squeegee, e la velocità di separazione influisce significativamente sull'uniformità e l'efficienza di trasferimento della pasta di saldatura. L'esperimento ha impiegato una velocità di stampa di 30 mm/sec, una pressione di spremuta di 5.0 kg, e un forno a riposo a 10 zone per garantire il controllo del processo. Parametri chiave del profilo di riflusso inclusi:
- Immergiti (150-200° C.): 70-75 secondi
- Tempo sopra (>221° C.): 63-70 secondi
- Temperatura di picco: 243-249° C.
Questi parametri hanno assicurato una corretta formazione del giunto di saldatura evitando i difetti causati dal surriscaldamento.
Risultati e discussione
Test di resistenza all'articolazione della saldatura
Sono stati condotti test di pull e taglio per valutare la resistenza all'articolazione della saldatura dei diversi componenti. Per esempio:
- 0402 Componente: Lo standard di forza di taglio richiesto era ≥0,65 kgf. I dati sperimentali hanno mostrato una forza di taglio di 0,68 kgf a 50% Volume in pasta di saldatura, vicino alla soglia accettabile.
- 1206 Componente: Lo standard di forza di taglio richiesto era ≥3,00 kgf. I dati sperimentali hanno mostrato una forza di taglio di 3,15 kgf a 100% Volume in pasta di saldatura, dimostrando buone prestazioni.
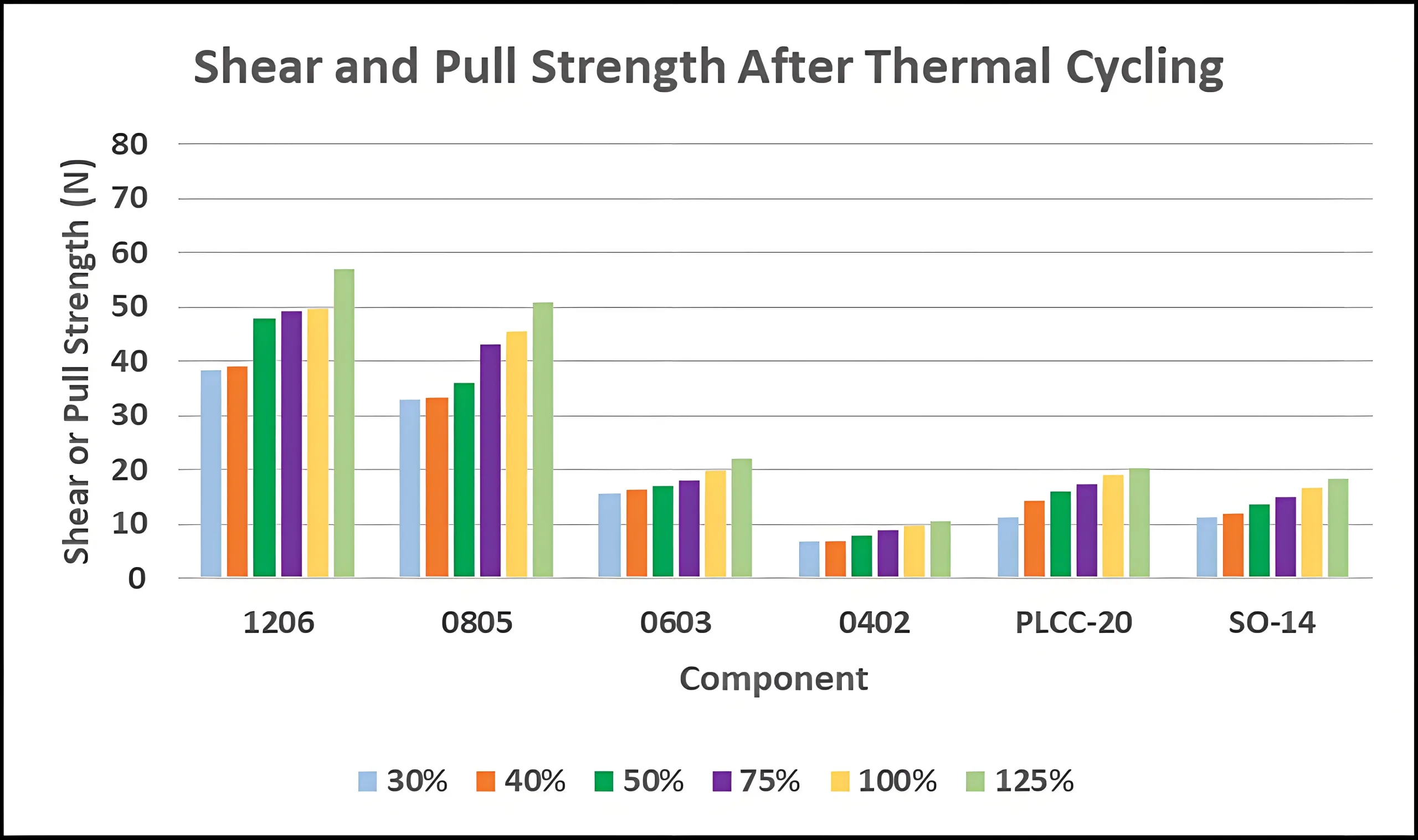
Impatto del ciclo termico sulla resistenza all'articolazione della saldatura
L'esperimento ha anche simulato le condizioni di ciclismo termico (-40° C a 125 ° C., 1000 cicli) studiare l'affidabilità a lungo termine della resistenza all'articolazione della saldatura. I risultati hanno indicato che il ciclo termico riduce significativamente la resistenza all'articolazione della saldatura, in particolare a basse condizioni di volume della pasta di saldatura. Ad esempio, la forza di taglio per a 0402 componente a 25% Il volume della pasta di saldatura è diminuito da 0,68 kgf a 0,55 kgf dopo il ciclo termico, scendere al di sotto dello standard accettabile.
Analisi dei difetti del giunto di saldatura
Basato su IPC-A-610 e J-STD-001 standard, L'esperimento ha condotto un'analisi dettagliata dei difetti del giunto di saldatura. I risultati hanno mostrato che un volume di pasta di saldatura insufficiente (per esempio., 25%) ha portato ad un aumento dei difetti come le palline di saldatura e distorcere il pad. Per esempio, il tasso di difetto per le palline di saldatura in 0402 i componenti erano 17% A 25% volume in pasta di saldatura ma è diminuito a 3% A 125%.
Conclusioni e raccomandazioni
Ottimizzazione del volume di pasta di saldatura
L'esperimento ha dimostrato che il volume della pasta di saldatura influisce significativamente sulla resistenza all'articolazione della saldatura. Si consiglia che nella produzione reale:
- Per componenti passivi, Il volume della pasta di saldatura dovrebbe essere mantenuto sopra 50% Per garantire la resistenza all'articolazione della saldatura.
- Per componenti con piombo (per esempio., PLCC20 e SO14), Il volume della pasta di saldatura può essere ridotto 40%, Ma sono necessarie ulteriori ricerche per componenti come SOT23.
Standardizzazione dei parametri di processo
Standardizzare i parametri di stampa e i profili di riflusso è fondamentale per garantire la resistenza all'articolazione della saldatura. La nostra fabbrica di assemblaggio UGPCB personalizza le specifiche dei parametri di processo dettagliati in base alle apparecchiature e ai tipi di componenti, seguito da convalida e aggiustamenti.
Migliorare l'affidabilità a lungo termine
Gli esperimenti di ciclismo termico hanno rivelato che la resistenza all'articolazione della saldatura diminuisce gradualmente nel tempo. Per le applicazioni che richiedono un'alta affidabilità, Si consiglia di utilizzare volumi di pasta di saldatura più alti e processi di saldatura PCBA ottimizzati per migliorare l'affidabilità a lungo termine.
Conclusione
Il test di trazione e taglio della resistenza all'articolazione della saldatura SMT non è solo una misura di controllo della qualità critica, ma anche un fattore chiave per migliorare l'affidabilità dei prodotti PCBA. In futuro, Man mano che le dimensioni dei componenti continuano a ridursi, UGPCB innolerà e ricercherà nuovi processi e metodi. Mentre servono i nostri clienti, Miriamo a collaborare con i colleghi del settore per guidare i progressi nella produzione di elettronica e spingere i progressi del settore dell'assemblaggio PCBA.

Thanks for helping out, great info .