
Specifiche fondamentali per la fabbricazione di stencil
In SMT Manufacturing processi, La precisione di apertura dello stencil determina direttamente la qualità della stampa in pasta di saldatura. Seguendo gli standard IPC-7525, Analizziamo i parametri di ingegneria essenziali:
Modello di matrice di tensione tridimensionale
Utilizzo della formula della meccanica dei materiali:
T = (E × ΔL)/L
*(Dove e = il modulo di Young, 200GPA per acciaio inossidabile)*
-
Tensione iniziale ≥40n/cm per nuovi stampini
-
Soglia di sostituzione ≤32n/cm
-
3Punti di misurazione della matrice × 3 (come mostrato nella Figura 1)
I dati empirici rivelano:
-
12% diminuzione della velocità di rilascio della pasta di saldatura quando la tensione scende da 40n/cm a 35N/cm
-
0.03MM Aumento della deviazione posizionale
Principi della guida d'onda per il design di marchi fiduciali
I fiduciari semi-entusiasti pieni di epossidica nera ottengono una riflettività ottimale (0.3-0.5 Lux). Attraverso le equazioni di Fresnel:
R = [(n₁ – n₂)/(n₁ + n₂)]²
*(N₁ = 1.0 per aria, N₂ = 1,55 per epossidico)*
Riflettività teorica: 18.3%, Ideale per i sistemi di visione macchina.
Matrice di progettazione dell'apertura componente senza piombo
Rapporto dorato per i componenti di chip standard
0603 Pacchetti:
-
0.85mm cuscinetti quadrati interni
-
Profondità concava φ = y₁/3 = 0,26 mm
-
Compensazione dell'area k = 1.1:
A = π(D₁/2)² = π ×(0.86/2)² = 0,58 mm²
0805 Pacchetti:
-
1.1MM Distanza del taglio interno
-
Raggio concavo φ = 0,42 mm
-
1.46× fattore di ingrandimento dell'area
Ottimizzazione della topologia per componenti speciali
1206 Condensatori di array:
-
Offset dell'asse X ΔX = 0,1 mm
-
Coefficiente di apertura di riduzione η = 0,12
-
Larghezza finale x₂ = x₁-η = 0,45 mm
Questo design asimmetrico compensa la deformazione termica durante il reflow, Ridurre la tomba di 37%.
Tecnologie di controllo dell'apertura di precisione
Algoritmo del ponte QFP
0.5MM Pitch QFP:
-
Larghezza del ponte W₁ = 0,2 mm
-
Rapporto di segmento L₁:L₂ = 1:0.7
-
RADIO RIFILET R = 0,1 mm
Mostrano le simulazioni CFD:
-
Il tasso di rilascio di saldatura migliora da 82% A 91%
-
I difetti di ponte si riducono 68%
Strategia di controllo del gradiente BGA
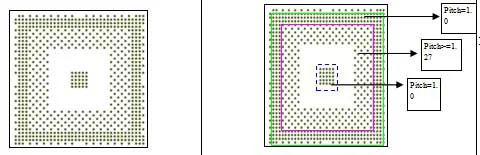
Controllo gradiente a quattro strati:
-
Strato esterno: φ₁ = 0,42 mm (array irregolare)
-
Secondo strato: Mantenere φ = 0,42 mm
-
Terzo strato: φ₂ = 0,42 mm (tramite spazio)
-
Strato interno: φ₁ = 0,42 mm
Tasso di riduzione del diametro:
d = (F-f₁)/Φ = 16%
Calcolo del rapporto di area:
Rapporto area = area di apertura/area murale = 0,42²/(π × 0,42 × 0,13) = 3.1
*(Si incontra IPC 2.5-3.5 gamma ottimale)*
Sistemi di verifica ingegneristica
Test di tensione a nove punti
3D Requisiti di coordinate:
-
Spaziatura dell'asse X = (Lunghezza dello stencil – 100mm)/2
-
Spaziatura dell'asse Y = (Larghezza dello stencil – 80mm)/2
-
Clearance del bordo ≥50 mm
Matrice di validazione dell'accuratezza dell'apertura
20 Le misurazioni di apertura casuale devono soddisfare:
-
Deviazione x/y ≤ ± 0,02 mm
-
Errore di rotazione ≤0,5 °
-
Tolleranza forma ≤0,03 mm
Prospettive di produzione avanzate
Con 01005 adozione del pacchetto, La fabbricazione di stencil raggiunge:
-
± 1μm di precisione di taglio
-
<3° Controllo conico
-
Ra<0.2rugosità superficiale μm
Abilita i sistemi alimentati dall'intelligenza artificiale:
-
Ottimizzazione dei parametri in tempo reale
-
± 3% di controllo del volume di saldatura
-
Assemblaggio di micro-tiri affidabile
Conclusione
Questo quadro tecnico comprendente 21 I parametri critici migliorano la resa di primo passaggio di 15%+ Attraverso il controllo della tensione ottimizzato e il design del gradiente BGA.
