
Introdução
Para quem não trabalhou em SMT (Tecnologia de montagem em superfície) fábrica, os processos básicos e as principais etapas envolvidas na fabricação de SMT podem permanecer um mistério. Hoje, Apresentarei os três principais processos de fabricação de SMT para fornecer uma compreensão mais clara desta tecnologia.
Visão geral da fabricação SMT
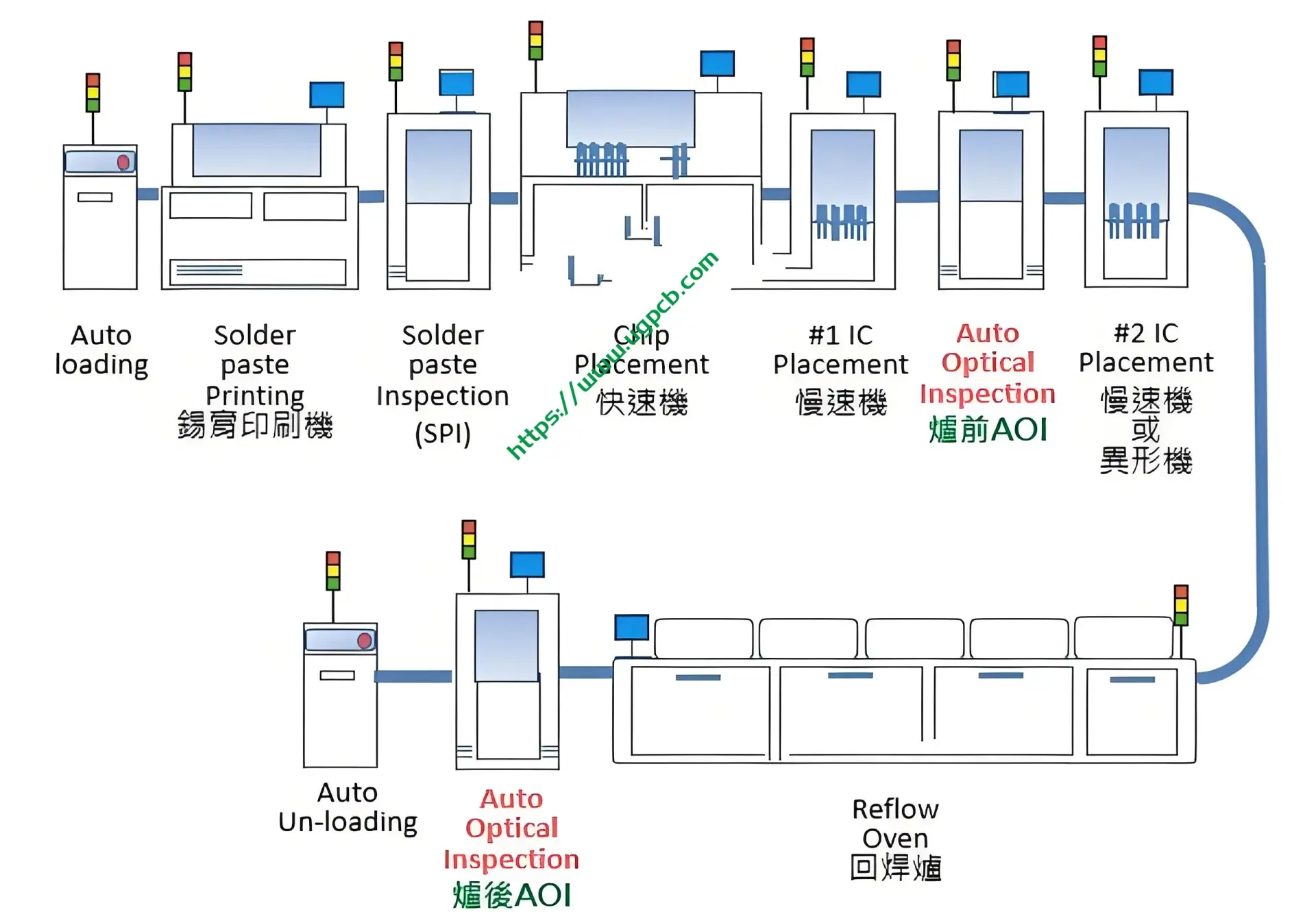
A fabricação SMT é atualmente a tecnologia e o processo mais popular na indústria de montagem eletrônica. O fluxo do processo de fabricação SMT é complexo, com variações dependendo do produto. No entanto, o fluxo básico geralmente inclui: inspeção de entrada de material, programação, impressão, inspeção, montagem, inspeção pré-forno, soldagem por refluxo, AOI (Inspeção óptica automatizada) detecção, reparar, testando, e montagem.
Entre os vários processos de fabricação de SMT, três se destacam como os mais cruciais: impressão em pasta, Montagem SMT, e soldagem por refluxo.
Colar impressão
A impressão em pasta envolve a aplicação de pasta de solda no PCB (Placa de circuito impresso). Os equipamentos e ferramentas utilizados neste processo incluem:
- Máquinas de impressão: Máquinas de impressão totalmente automáticas e semiautomáticas.
- Pasta de solda: Um material especial usado para fixar componentes na PCB.
- Estêncil: Essencialmente, um molde com posições ocas correspondentes às almofadas de solda na PCB, permitindo que a pasta de solda penetre e cubra as almofadas. É uma chapa de aço fina fixada por uma moldura, comumente usado em espessuras de 0,10 mm, variando com base nos componentes e no processo de fabricação de diferentes produtos. O estêncil é feito de acordo com o arquivo de máscara de colagem nos arquivos Gerber fornecidos pelo R&Equipe D ou cliente. Esta preparação é crucial antes da produção, pois a qualidade do estêncil determina a qualidade dos produtos montados. A importância do estêncil é especialmente evidente em componentes de precisão, e diferentes máquinas de impressão têm pequenas variações nos requisitos de abertura do estêncil. Com base na experiência pessoal, para produtos com componentes de precisão como BGA de 0,4 pitch, recomenda-se que o estêncil seja confeccionado pelos profissionais da fábrica de produção, pois não existem padrões rígidos para o processo. Os detalhes são melhor compreendidos pelos engenheiros de processo na fábrica SMT.
A operação básica envolve a instalação do estêncil na máquina de impressão, adicionando pasta de solda ao estêncil, colocando o PCB na trilha da máquina, digitalizando os pontos de marca do PCB e do estêncil com a câmera da máquina, alinhando-os, levantando a plataforma de impressão para caber no estêncil, e, em seguida, usando um rodo inclinado de 45° para raspar a pasta de solda no estêncil, transferindo-o para as almofadas de solda no PCB. Isso conclui o processo de impressão. Se não houver defeitos, é perfeito; se houver, o engenheiro de equipamentos precisa fazer pequenos ajustes. Com base em anos de análise de processos de campo, a impressão em pasta é o mais crítico dos três processos principais na fabricação de SMT, como 70% dos defeitos SMT estão relacionados a esta etapa.
Montagem SMT
A montagem SMT envolve o uso de uma máquina de colocação para montar componentes no PCB impresso. O termo “montagem” é usado porque a pasta de solda contém fluxo, que tem uma certa viscosidade, permitindo que ele retenha os componentes antes de derreter.
O princípio da montagem SMT é simples e complexo. É simples porque evoluiu da soldagem manual, onde os componentes foram colocados na placa de circuito com uma pinça, enquanto as máquinas de colocação usam cabeças de sucção a vácuo para anexar componentes ao PCB. É complexo porque o processo de montagem real é complexo, envolvendo equipamentos precisos. Os avanços tecnológicos transformaram componentes tradicionais de furo passante em componentes de montagem em superfície, aumentando significativamente a eficiência da produção e mudando toda a cadeia de fornecimento da indústria.
O princípio de funcionamento do SMT envolve a criação de um programa de posicionamento usando os arquivos Gerber, arquivos de coordenadas, Bom (Lista de materiais), e diagrama de posição fornecido pelo cliente. Os chefes de colocação (bocais de sucção), alimentadores, e os trilhos da máquina de colocação trabalham juntos para completar todo o processo de montagem.
- Bicos de sucção: A cabeça de colocação tem 12 bocais de sucção, cada um com um centro oco que usa sucção a vácuo para coletar componentes.
- Alimentadores: Estes são dispositivos de alimentação que, com base no programa de colocação criado pelo programador da máquina de colocação, são impressos em uma lista de estações. Os operadores instalam componentes nos alimentadores de acordo com a ordem da lista de estações. Os alimentadores são dispostos na máquina de colocação, ligado, e acionado por engrenagens para avançar a fita componente. O programa instrui o bocal de sucção especificado a se mover para a posição designada para pegar o componente e colocá-lo na coordenada especificada.
Precauções:
- Componentes de tamanhos diferentes requerem bicos de sucção e alimentadores de tamanhos diferentes.
- Como os bicos de sucção utilizam captação de vácuo, é essencial garantir que a superfície do componente seja plana e não vaze vácuo durante o projeto e a produção da amostra. Para componentes especiais como antenas de contato ou dispositivos ocos, os fornecedores podem precisar adicionar “bonés” ou aplique fita adesiva de alta temperatura na superfície.
- Evite usar materiais a granel.
Soldagem de reflexão
Depois de colar impressão e montagem, o próximo passo é a soldagem por refluxo. Depois que todos os componentes estiverem montados, o PCB é transportado para o transportador pela máquina de colocação para inspeção manual ou inspeção AOI pré-forno para verificar se há defeitos de montagem. Se não houver problemas, o PCB pode entrar no forno de refluxo.
Muitos podem não saber o que “reflow” significa em soldagem por refluxo. Não se refere à pasta de solda fluindo de um lugar para outro. A soldagem por refluxo vem de “Soldagem de reflexão,” onde “reflow” significa transformar a pasta de solda granular em estado líquido e depois solidificá-la em uma liga. O forno de refluxo é como um “forno para assar” com uma correia transportadora semelhante a uma corrente de bicicleta. É um forno retangular que transporta PCBs, aquece e derrete a pasta de solda, e solidifica os componentes nas almofadas de solda do PCB. O forno de refluxo possui dispositivos de ar quente divididos em múltiplas zonas de temperatura, aquecendo gradativamente. O processo pode ser descrito usando uma curva com quatro zonas principais.
- Zona de pré-aquecimento: Pré-aquece o PCB e os componentes, referindo-se principalmente ao efeito de aquecimento da primeira a três zonas de aquecimento do forno de refluxo. Um pré-aquecimento mais elevado alcança o equilíbrio térmico dos materiais a serem soldados, permitindo que a pasta de solda se torne ativa, e componentes como fluxo para evaporar adequadamente, abrindo caminho para uma boa soldagem mais tarde.
- Zona de imersão: Remove óxidos superficiais e torna a pasta de solda ativa, com a pasta de solda em estado semifundido, correspondente ao quinto, sexto, e sétima zonas de aquecimento do forno de refluxo.
- Zona de refluxo: Também conhecida como zona de solda, é a área mais quente do forno de refluxo, atingindo o ponto de fusão da pasta de solda, normalmente em torno de 220°C para pasta de solda sem chumbo, durando cerca de 40 segundos.
- Zona de resfriamento: Resfria lentamente desde o ponto de fusão até cerca de 50°C, formando juntas de solda de liga.
Isso completa o processo de refluxo, o que geralmente leva cerca de seis minutos.
Conclusão
Este artigo fornece uma explicação e descrição dos três principais processos de fabricação de SMT: impressão, montagem, e soldagem por refluxo. Com esta informação, o pessoal relevante deve ter uma compreensão mais profunda dessas etapas cruciais na fabricação de SMT.
