
Introdução
Na fabricação de eletrônicos modernos, Tecnologia de montagem em superfície (SMT) tornou -se o processo principal para a montagem da PCB. No entanto, À medida que os tamanhos dos componentes continuam diminuindo e os processos de solda se tornam mais complexos, a confiabilidade da resistência da junta de solda tornou-se cada vez mais crítica. A resistência da junta soldada não só impacta diretamente o desempenho mecânico dos produtos, mas também determina sua confiabilidade a longo prazo em ambientes agressivos. Este artigo explora as especificações e critérios de avaliação para testes de tração e cisalhamento da resistência da junta de solda de componentes SMT por meio de dados experimentais detalhados e análise profissional, fornecendo insights científicos e orientação prática para a indústria.
Métodos Experimentais e Design
Projeto Experimental
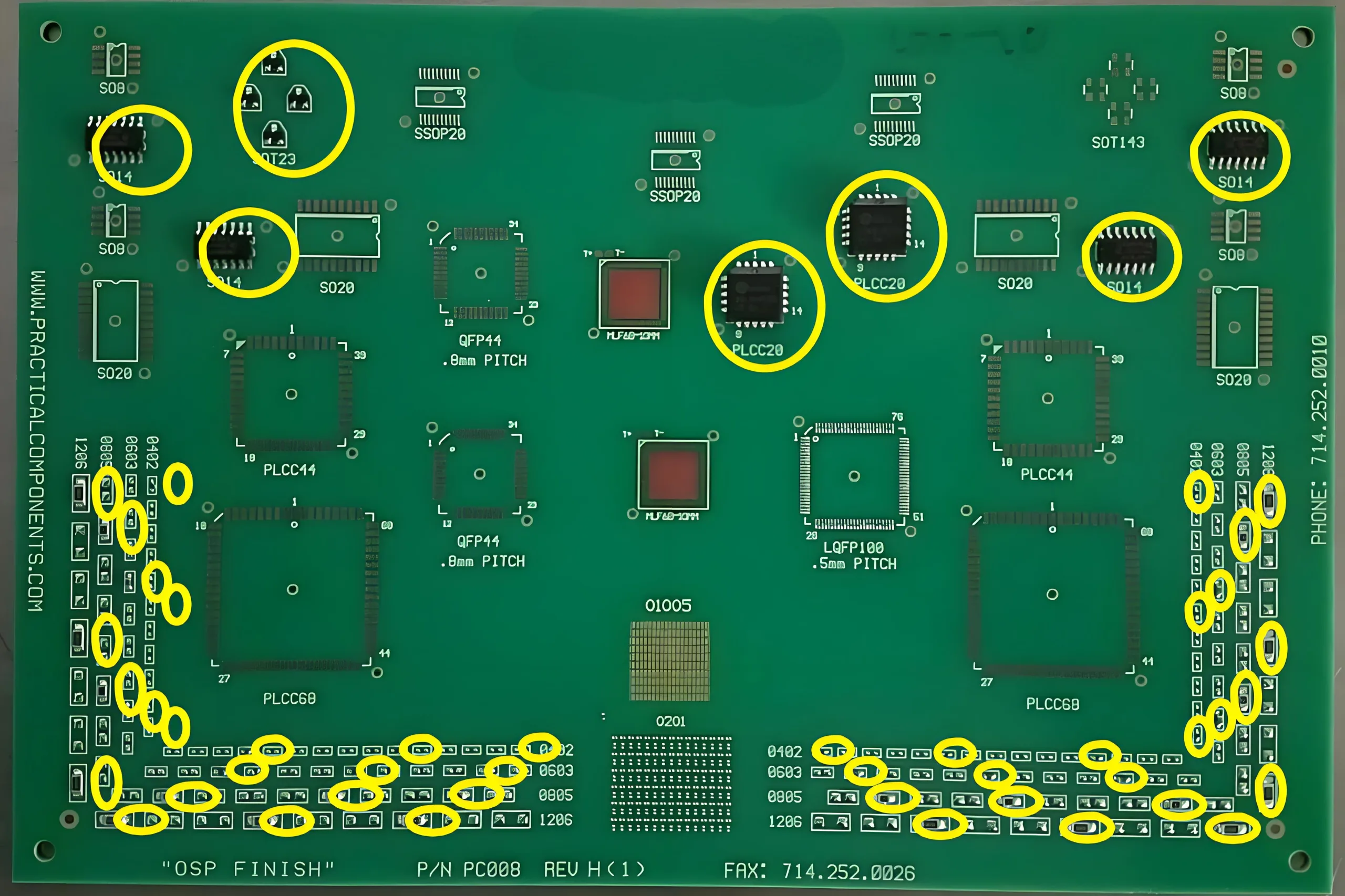
O experimento selecionou uma variedade de componentes SMT comuns, incluindo componentes passivos, como 0402, 0603, 0805, e 1206, bem como componentes com chumbo como SOT23, SO14, e PLCC20. Ajustando o volume da pasta de solda, espessura do estêncil, e parâmetros de impressão, diferentes condições de soldagem foram simuladas para avaliar os fatores que afetam a resistência da junta de solda.
Volume da pasta de solda e design de estêncil
O volume da pasta de solda é um dos principais fatores que influenciam a resistência da junta de solda. O experimento projetou um gradiente de volumes de pasta de solda variando de 25% para 125%, combinado com diferentes espessuras de estêncil (51µm a 102 µm), estudar a relação entre a eficiência de transferência da pasta de solda e a resistência da junta de solda. Dados experimentais mostraram que a redução do volume da pasta de solda diminui significativamente a resistência da junta de solda, especialmente para componentes passivos, onde um 50% o volume da pasta de solda se aproxima do limite inferior aceitável.
Fórmula: Eficiência de transferência de pasta de solda = (Volume real da pasta de solda / Volume de abertura do estêncil) × 100%
Por exemplo, a eficiência de transferência para um 0402 componente em 25% o volume da pasta de solda foi 31%, enquanto em 125%, alcançou 138%. Esses dados fornecem insights críticos para otimizar os processos de impressão de pasta de solda.
Parâmetros de impressão e perfil de refluxo
Parâmetros como velocidade de impressão, pressão do rodo, e a velocidade de separação afetam significativamente a uniformidade e a eficiência de transferência da pasta de solda. O experimento empregou uma velocidade de impressão de 30 mm/s, uma pressão do rodo de 5.0 kg, e um forno de refluxo de 10 zonas para garantir o controle do processo. Parâmetros principais do perfil de refluxo incluídos:
- Tempo de imersão (150-200°C): 70-75 segundos
- TEMPO ACIMA ACIMA (>221°C): 63-70 segundos
- Temperatura máxima: 243-249°C
Esses parâmetros garantiram a formação adequada da junta de solda, evitando defeitos causados por superaquecimento.
Resultados e Discussão
Teste de resistência de junta de solda
Testes de tração e cisalhamento foram realizados para avaliar a resistência da junta de solda de diferentes componentes. Por exemplo:
- 0402 Componente: O padrão de força de cisalhamento exigido foi ≥0,65Kgf. Dados experimentais mostraram uma força de cisalhamento de 0,68Kgf em 50% volume de pasta de solda, perto do limite aceitável.
- 1206 Componente: O padrão de força de cisalhamento exigido foi ≥3,00Kgf. Dados experimentais mostraram uma força de cisalhamento de 3,15Kgf em 100% volume de pasta de solda, demonstrando bom desempenho.
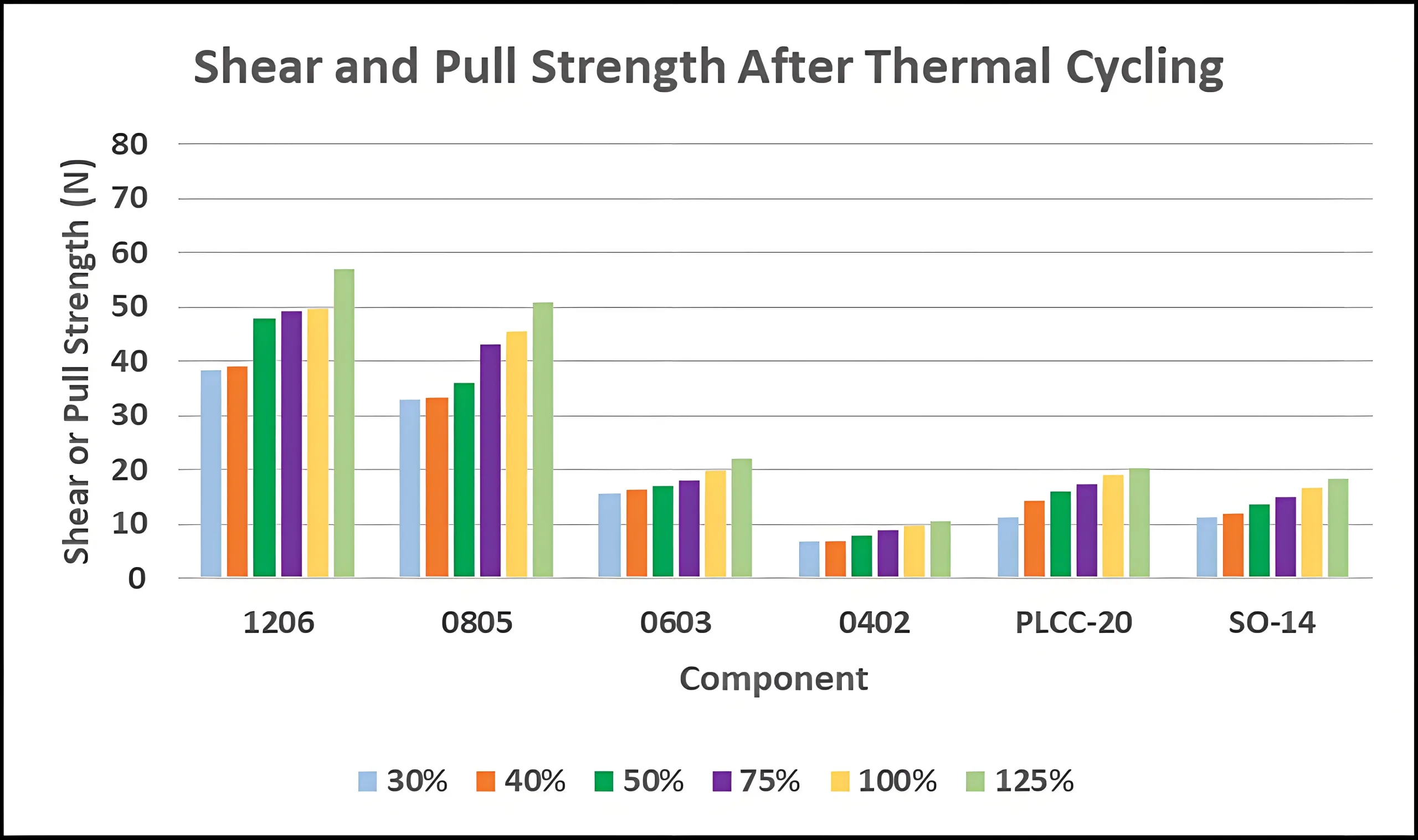
Impacto da ciclagem térmica na resistência da junta de solda
O experimento também simulou condições de ciclagem térmica (-40° C a 125 ° C., 1000 ciclos) para estudar a confiabilidade a longo prazo da resistência da junta de solda. Os resultados indicaram que a ciclagem térmica reduz significativamente a resistência da junta de solda, particularmente sob condições de baixo volume de pasta de solda. Por exemplo, a força cortante para um 0402 componente em 25% o volume da pasta de solda diminuiu de 0,68Kgf para 0,55Kgf após a ciclagem térmica, caindo abaixo do padrão aceitável.
Análise de defeitos de juntas de solda
Baseado em IPC-A-610 e J-STD-001 padrões, o experimento conduziu uma análise detalhada de defeitos nas juntas de solda. Os resultados mostraram que o volume insuficiente de pasta de solda (por exemplo, 25%) levou a um aumento de defeitos como bolas de solda e almofadas distorcidas. Por exemplo, a taxa de defeito para bolas de solda em 0402 componentes era 17% no 25% volume de pasta de solda, mas diminuiu para 3% no 125%.
Conclusões e Recomendações
Otimização do volume da pasta de solda
O experimento demonstrou que o volume da pasta de solda afeta significativamente a resistência da junta de solda. Recomenda-se que na produção real:
- Para componentes passivos, o volume da pasta de solda deve ser mantido acima 50% para garantir a resistência da junta de solda.
- Para componentes com chumbo (por exemplo, PLCC20 e SO14), o volume da pasta de solda pode ser reduzido para 40%, mas são necessárias mais pesquisas para componentes como SOT23.
Padronização de Parâmetros de Processo
A padronização dos parâmetros de impressão e dos perfis de refluxo é crucial para garantir a resistência da junta de solda. Nossa fábrica de montagem UGPCB personaliza especificações detalhadas de parâmetros de processo com base em equipamentos e tipos de componentes, seguido de validação e ajustes.
Melhorando a confiabilidade a longo prazo
Experimentos de ciclagem térmica revelaram que a resistência da junta de solda diminui gradualmente com o tempo. Para aplicações que exigem alta confiabilidade, recomenda-se usar volumes maiores de pasta de solda e processos de soldagem PCBA otimizados para aumentar a confiabilidade a longo prazo.
Conclusão
Os testes de tração e cisalhamento da resistência da junta de solda SMT não são apenas uma medida crítica de controle de qualidade, mas também um fator chave para melhorar a confiabilidade dos produtos PCBA. No futuro, à medida que os tamanhos dos componentes continuam a diminuir, UGPCB irá inovar e pesquisar novos processos e métodos. Ao servir nossos clientes, pretendemos colaborar com pares da indústria para impulsionar avanços na fabricação de eletrônicos e impulsionar o progresso da indústria de montagem de PCBA.

Thanks for helping out, great info .