
Introducción
En la fabricación de electrónica moderna, Tecnología de montaje en superficie (SMT) se ha convertido en el proceso central para el ensamblaje de PCB. Sin embargo, A medida que los tamaños de los componentes continúan encogiendo y los procesos de soldadura se vuelven más complejos, La fiabilidad de la fuerza de la articulación de soldadura se ha vuelto cada vez más crítica. La fuerza de la junta de soldadura no solo afecta directamente el rendimiento mecánico de los productos, sino que también determina su confiabilidad a largo plazo en entornos duros. Este artículo explora las especificaciones y los criterios de evaluación para la prueba de extracción y cizallamiento de la resistencia de la junta de soldadura de componentes SMT a través de datos experimentales detallados y análisis profesional, Proporcionar información científica y orientación práctica para la industria.
Métodos experimentales y diseño
Diseño experimental
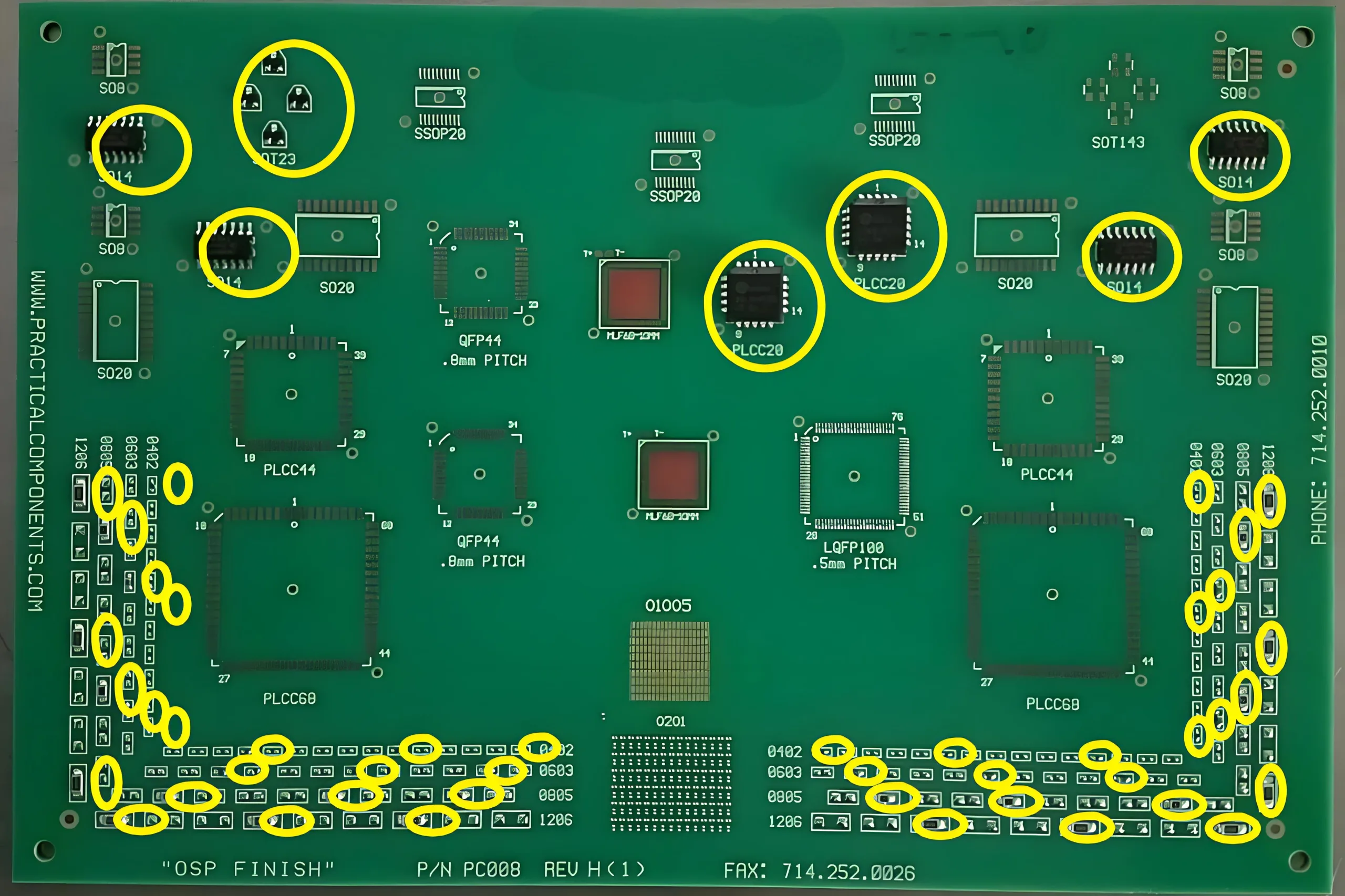
El experimento seleccionó una variedad de componentes SMT comunes, incluyendo componentes pasivos como 0402, 0603, 0805, y 1206, así como componentes con plomo como SOT23, So14, y plcc20. Ajustando el volumen de pasta de soldadura, espesor de la plantilla, y parámetros de impresión, Se simularon diferentes condiciones de soldadura para evaluar los factores que afectan la fuerza de la articulación de la soldadura.
Diseño de volumen de pasta de soldadura y plantilla
El volumen de pasta de soldadura es uno de los factores clave que influyen en la fuerza de la junta de soldadura. El experimento diseñó un gradiente de volúmenes de pasta de soldadura que van desde 25% a 125%, combinado con diferentes grosores de plantilla (51µm a 102 µm), Estudiar la relación entre la eficiencia de transferencia de pasta de soldadura y la fuerza de la articulación de la soldadura. Los datos experimentales mostraron que la reducción del volumen de la pasta de soldadura disminuye significativamente la resistencia a la junta de soldadura, especialmente para componentes pasivos, donde un 50% Se acerca el volumen de pasta de soldadura el límite aceptable más bajo.
Fórmula: Eficiencia de transferencia de pasta de soldadura = (Volumen real de pasta de soldadura / Volumen de apertura de plantilla) × 100%
Por ejemplo, la eficiencia de transferencia para un 0402 componente en 25% El volumen de pasta de soldadura fue 31%, mientras que 125%, llegó 138%. Estos datos proporcionan información crítica para optimizar los procesos de impresión de pasta de soldadura.
Parámetros de impresión y perfil de reflujo
Parámetros como la velocidad de impresión, presión escobilla, y la velocidad de separación afecta significativamente la uniformidad y la eficiencia de transferencia de la pasta de soldadura. El experimento empleó una velocidad de impresión de 30 mm/seg, una presión al escobilla de 5.0 kg, y un horno de reflujo de 10 zonas para garantizar el control de procesos. Parámetros clave del perfil de reflujo incluido:
- Remojar el tiempo (150-200°C): 70-75 artículos de segunda clase
- Tiempo arriba arriba (>221°C): 63-70 artículos de segunda clase
- Temperatura máxima: 243-249°C
Estos parámetros aseguraron la formación adecuada de la junta de soldadura mientras evitaban los defectos causados por el sobrecalentamiento.
Resultados y discusión
Prueba de resistencia de la junta de soldadura
Se realizaron pruebas de tirón y corte para evaluar la resistencia de la junta de soldadura de diferentes componentes. Por ejemplo:
- 0402 Componente: El estándar de fuerza de corte requerido fue ≥0.65kgf. Los datos experimentales mostraron una fuerza de corte de 0.68 kgf a 50% volumen de pasta de soldadura, cerca del umbral aceptable.
- 1206 Componente: El estándar de fuerza de corte requerido fue ≥3.00kgf. Los datos experimentales mostraron una fuerza de corte de 3.15 kgf a 100% volumen de pasta de soldadura, Demostrando un buen rendimiento.
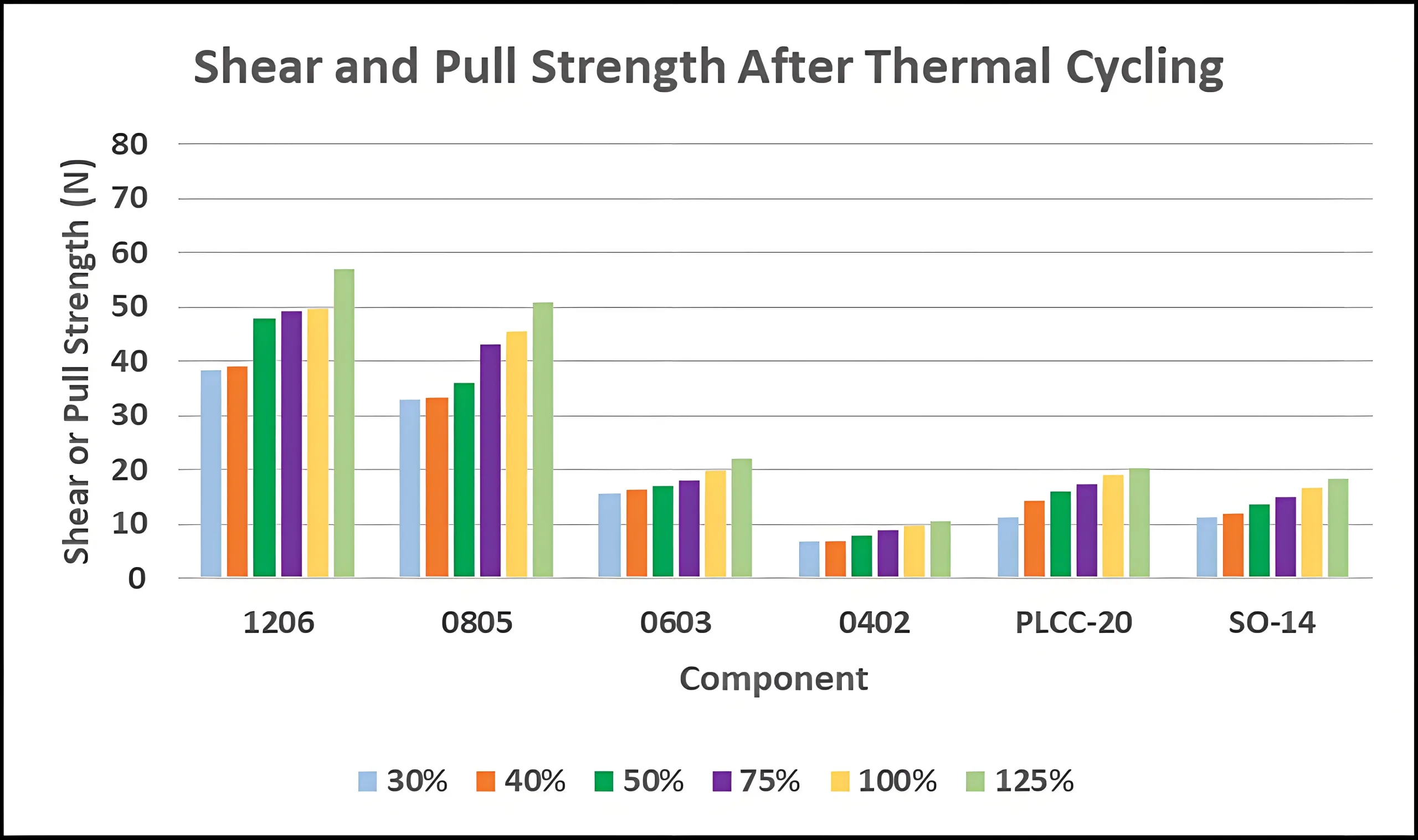
Impacto del ciclo térmico en la resistencia a la articulación de la soldadura
El experimento también simuló condiciones de ciclo térmico (-40° C a 125 ° C, 1000 ciclos) Estudiar la confiabilidad a largo plazo de la fuerza de la articulación de la soldadura. Los resultados indicaron que el ciclo térmico reduce significativamente la resistencia a la articulación de la soldadura, particularmente en condiciones de volumen de pasta de soldadura baja. Por ejemplo, la fuerza de corte para un 0402 componente en 25% El volumen de pasta de soldadura disminuyó de 0.68 kgf a 0.55 kgf después del ciclismo térmico, cayendo por debajo del estándar aceptable.
Análisis de defectos articulares de soldadura
Basado en IPC-A-610 y J-STD-001 estándares, El experimento realizó un análisis detallado de los defectos de la articulación de soldadura.. Los resultados mostraron que el volumen insuficiente de la pasta de soldadura (p.ej., 25%) condujo a un aumento en defectos como bolas de soldadura y almohadilla. Por ejemplo, la tasa de defectos para las bolas de soldadura en 0402 los componentes eran 17% en 25% Volumen de pasta de soldadura pero disminuyó a 3% en 125%.
Conclusiones y recomendaciones
Optimización del volumen de pasta de soldadura
El experimento demostró que el volumen de la pasta de soldadura afecta significativamente la fuerza de la junta de soldadura. Se recomienda que en la producción real:
- Para componentes pasivos, El volumen de pasta de soldadura debe mantenerse arriba 50% Para garantizar la fuerza de la junta de soldadura.
- Para componentes con plomo (p.ej., PLCC20 y SO14), El volumen de pasta de soldadura se puede reducir a 40%, Pero se necesita más investigación para componentes como SOT23.
Estandarización de los parámetros del proceso
Estandarizar los parámetros de impresión y los perfiles de reflujo es crucial para garantizar la resistencia de la junta de soldadura. Nuestra fábrica de ensamblaje UGPCB personaliza especificaciones detalladas de los parámetros del proceso basadas en equipos y tipos de componentes, seguido de validación y ajustes.
Mejorar la confiabilidad a largo plazo
Los experimentos de ciclo térmico revelaron que la fuerza de la articulación de la soldadura disminuye gradualmente con el tiempo. Para aplicaciones que requieren alta fiabilidad, Se recomienda utilizar volúmenes de pasta de soldadura más altos y procesos de soldadura de PCBA optimizados para mejorar la confiabilidad a largo plazo.
Conclusión
La prueba de tirón y corte de la fuerza de la junta de soldadura SMT no es solo una medida de control de calidad crítica, sino también un factor clave para mejorar la confiabilidad de los productos PCBA. En el futuro, A medida que los tamaños de componentes continúan encogiéndose, UGPCB innovará e investigará nuevos procesos y métodos. Mientras sirve a nuestros clientes, Nuestro objetivo es colaborar con los compañeros de la industria para impulsar los avances en la fabricación de productos electrónicos y impulsar el progreso de la industria de ensamblaje de PCBA.

Thanks for helping out, great info .