
Especificaciones fundamentales para la fabricación de plantillas
En Fabricación SMT procesos, La precisión de apertura de la plantilla determina directamente la calidad de la impresión de pasta de soldadura. Siguiendo los estándares IPC-7525, Analizamos parámetros de ingeniería esenciales:
Modelo de matriz de tensión tridimensional
Utilización de fórmula de mecánica de material:
T = (E × ΔL)/l
*(Donde e = módulo de Young, 200GPA para acero inoxidable)*
-
Tensión inicial ≥40n/cm para plantillas nuevas
-
Umbral de reemplazo ≤32n/cm
-
3Puntos de medición de matriz × 3 (Como se muestra en la figura 1)
Los datos empíricos revelan:
-
12% Disminución de la tasa de liberación de la pasta de soldadura cuando la tensión cae de 40n/cm a 35n/cm
-
0.03Aumento de la desviación posicional mm
Principios de guía de onda para el diseño de la marca fiducial
Los fiduciales semicetnedes llenos de epoxi negro logran una reflectividad óptima (0.3-0.5 lux). A través de ecuaciones de Fresnel:
R = [(n₁ – n₂)/(n₁ + n₂)]²
*(n₁ = 1.0 para aire, n₂ = 1.55 para epoxi)*
Reflectividad teórica: 18.3%, Ideal para sistemas de visión artificial.
Matriz de diseño de apertura de componentes sin plomo
Relación dorada para componentes de chips estándar
0603 Paquetes:
-
0.85MM con almohadillas cuadradas de corte interno
-
Profundidad cóncava φ = y₁/3 = 0.26 mm
-
Compensación de área K = 1.1:
A = π(D₁/2)² = π ×(0.86/2)² = 0.58 mm²
0805 Paquetes:
-
1.1mm distancia de corte interno
-
Radio cóncavo φ = 0.42 mm
-
1.46× Factor de aumento de área
Optimización de topología para componentes especiales
1206 Condensadores de matriz:
-
Desplazamiento del eje x Δx = 0.1 mm
-
Coeficiente de apertura de reducción η = 0.12
-
Ancho final x₂ = x₁-η = 0.45 mm
Este diseño asimétrico compensa la deformación térmica durante el reflujo, Reducción de tumbas por 37%.
Tecnologías de control de apertura de precisión
Algoritmo de puente QFP
0.5MM Pitch QFP:
-
Ancho de puente W₁ = 0.2 mm
-
Relación de segmento L₁:L₂ = 1:0.7
-
Radio de filete R = 0.1 mm
Show de simulaciones CFD:
-
La tasa de liberación de soldadura mejora de 82% a 91%
-
Los defectos de puente se reducen por 68%
Estrategia de control de gradiente BGA
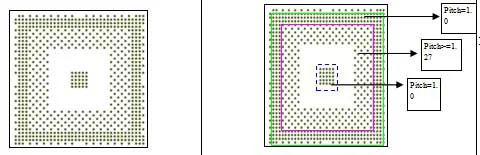
Control de gradiente de cuatro capas:
-
Capa externa: φ₁ = 0.42 mm (matriz irregular)
-
Segunda capa: Mantener φ = 0.42 mm
-
Tercera capa: φ₂ = 0.42 mm (a través de la autorización)
-
Capa interna: φ₁ = 0.42 mm
Tasa de reducción del diámetro:
d = (F-F₁)/Φ = 16%
Cálculo de la relación de área:
Relación de área = área de apertura/área de pared = 0.42²/(π × 0.42 × 0.13) = 3.1
*(Encuentro PCI 2.5-3.5 rango óptimo)*
Sistemas de verificación de ingeniería
Prueba de tensión de nueve puntos
3D Requisitos de coordenadas:
-
Espaciado del eje X = (Longitud de la plantilla – 100milímetros)/2
-
Espaciado del eje y = (Ancho de la plantilla – 80milímetros)/2
-
Espacio libre de borde ≥50 mm
Matriz de validación de precisión de apertura
20 Las mediciones de apertura aleatoria deben satisfacer:
-
Desviación x/y ≤ ± 0.02 mm
-
Error de rotación ≤0.5 °
-
Tolerancia de forma ≤0.03 mm
Outlook de fabricación avanzada
Con 01005 adopción de paquetes, La fabricación de plantilla logra:
-
± 1 μm de precisión de corte
-
<3° Control con cón
-
Real academia de bellas artes<0.2μm de rugosidad de la superficie
Habilitar sistemas con IA:
-
Optimización de parámetros en tiempo real
-
± 3% de control de volumen de soldadura
-
Conjunto de micro-lanzamiento confiable
Conclusión
Este marco técnico que comprende 21 Los parámetros críticos mejoran el rendimiento de primer paso por 15%+ a través de control de tensión optimizado y diseño de gradiente BGA.
