
การแนะนำ
ในสาขาการออกแบบแพ็คเกจ, โดยเฉพาะอย่างยิ่งในการเชื่อมสายไฟ (wb) เทคโนโลยี, คำจำกัดความของการเปิดแผ่นพันธบัตร (BPO) เป็นขั้นตอนสำคัญ. BPO ที่สมเหตุสมผลไม่เพียงแต่สามารถรับประกันความเสถียรของกระบวนการติดประสานเท่านั้น แต่ยังปรับประสิทธิภาพโดยรวมของบรรจุภัณฑ์ให้เหมาะสมอีกด้วย. บทความนี้จะเจาะลึกวิธีการกำหนดขนาด BPO ในแพ็คเกจการยึดติดด้วยลวดทางวิทยาศาสตร์ ผ่านการวิเคราะห์ทางทฤษฎีและการคำนวณเชิงปฏิบัติ.
บทนำความเป็นมา
ขณะเขียนบทความเรื่องสารประกอบอินเตอร์เมทัลลิก (ไอเอ็มซี) ล่าสุด, ฉันบังเอิญไปเจอบทความที่พูดถึงความสัมพันธ์ระหว่างเส้นผ่านศูนย์กลางของเส้นลวดกับ Free Air Ball (เยี่ยม) ขนาด. งานวิจัยสรุปว่าการจับคู่ที่เหมาะสมที่สุดเกิดขึ้นเมื่อเส้นผ่านศูนย์กลาง FAB เป็นสองเท่าของเส้นผ่านศูนย์กลางของเส้นลวด. การค้นพบนี้จุดประกายความคิดอันลึกซึ้งของฉันเกี่ยวกับการกำหนด BPO.

ความสับสนเบื้องต้นในการกำหนด BPO
สามปีที่แล้ว, เมื่อฉันเข้าสู่วงการการออกแบบบรรจุภัณฑ์เป็นครั้งแรก, คำถามแรกที่ฉันพบคือ: สำหรับลวดทอง 25um, BPO ควรมีขนาดเท่าใด? แม้ว่าฉันจะมีประสบการณ์ WB มาหลายปีก็ตาม, คำถามเกี่ยวกับวิศวกรรมย้อนกลับนี้ยังคงเป็นความท้าทาย.
ความสัมพันธ์ระหว่าง FAB และเส้นผ่านศูนย์กลางลูกบอลที่เหมาะสมที่สุด
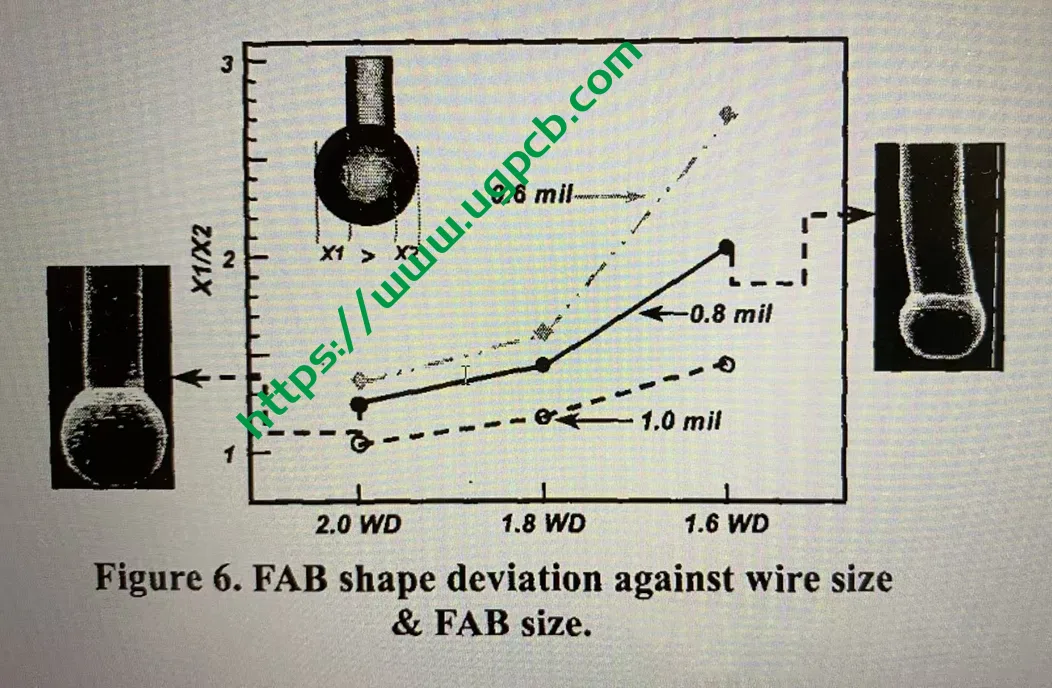
เพื่อตอบคำถามนี้, ขั้นแรกเรามาสำรวจความสัมพันธ์ระหว่าง FAB และเส้นผ่านศูนย์กลางลูกบอลที่เหมาะสมที่สุดกันก่อน. ด้านล่างนี้คือแผนภูมิที่เพื่อนที่เชี่ยวชาญด้าน WB ส่งมาให้ฉัน, แสดงให้เห็นความสัมพันธ์ระหว่างเส้นผ่านศูนย์กลางลูกบอล FAB และลูกบอลที่อยู่ตรงกลาง:
<img src=”https://example.com/fab-off-center-ball-chart.png” />
จากแผนภูมิ, เราสามารถสรุปได้ดังต่อไปนี้:
- FAB ที่เหมาะสมที่สุดคือสองเท่าของเส้นผ่านศูนย์กลางของเส้นลวด (WD), เช่น., X1:X2 ใกล้เข้ามาแล้ว 1:1.
- เส้นลวดที่มีเส้นผ่านศูนย์กลางเล็กกว่ามีแนวโน้มที่จะทำให้ลูกบอลไม่อยู่ตรงกลาง.
- ลูกบอลที่มี X1:อัตราส่วน X2 มากกว่า 2:1 ถือเป็นลูกนอกศูนย์. ดังนั้น, เมื่อเส้นผ่านศูนย์กลางลวดมากกว่า 0.8mil, แนะนำให้ใช้เส้นผ่านศูนย์กลางลูกปืนระหว่าง 1.6WD ถึง 2.0WD. เมื่อเส้นผ่านศูนย์กลางลวดลดลงเหลือ 0.6mil, ช่วงนี้แคบลงเหลือ 1.7WD ถึง 2.0WD.
การวิเคราะห์สูตร SPT และพารามิเตอร์
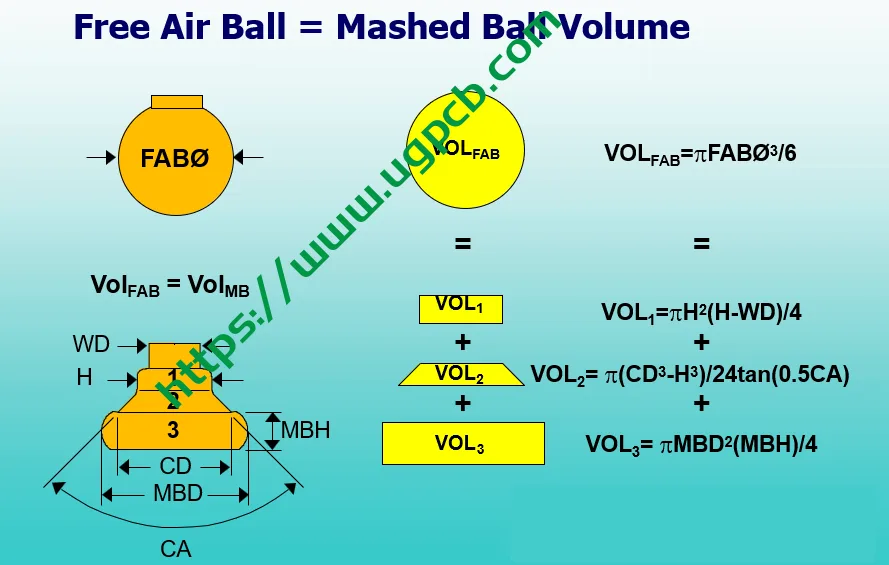
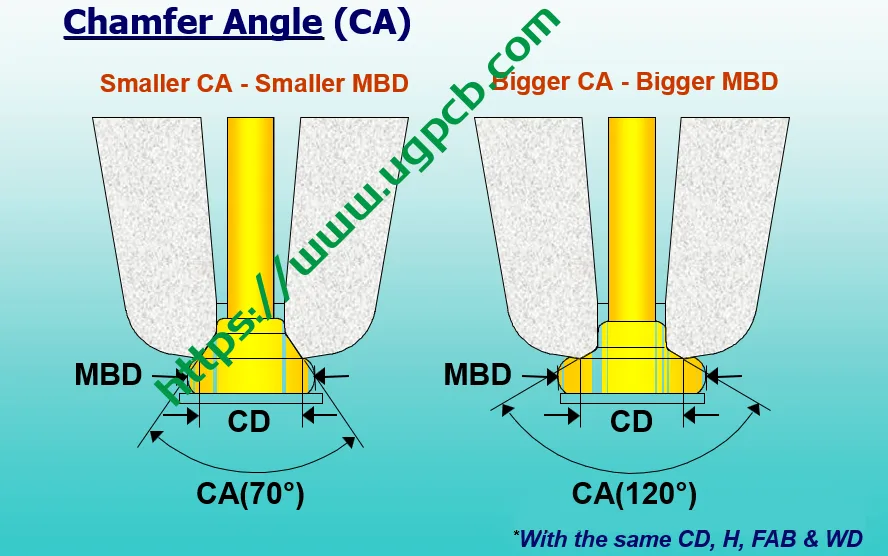
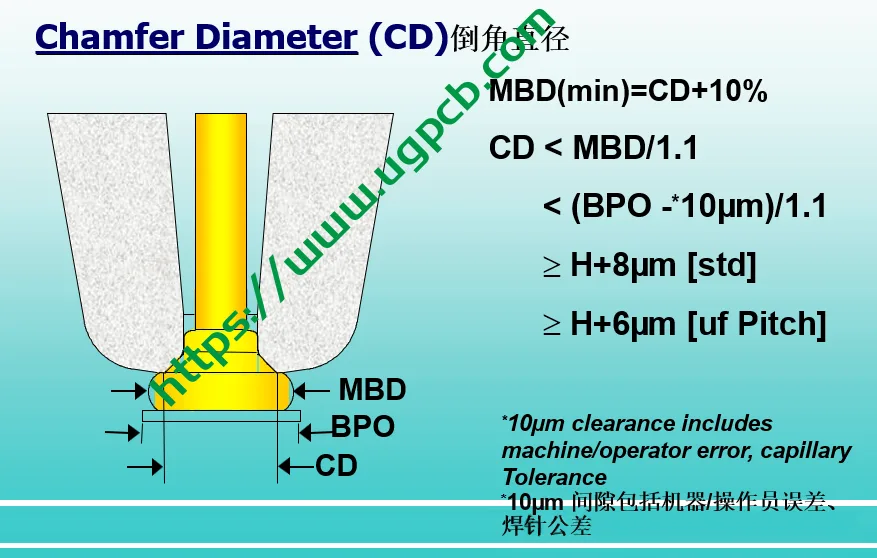
ด้วยการกำหนดช่วงเส้นผ่านศูนย์กลางลูกบอลที่เหมาะสมที่สุด, เราสามารถคำนวณขนาดลูกบอลที่เหมาะสมที่สุดได้โดยใช้สูตรที่จัดทำโดย SPT (ผู้จัดจำหน่ายอุปกรณ์บรรจุภัณฑ์เซมิคอนดักเตอร์ที่มีชื่อเสียง). สูตรนี้แนะนำพารามิเตอร์ลิ่มหลายรายการ, รวมถึง H (ความสูงของลิ่ม), ซีดี (เส้นผ่านศูนย์กลางลิ่ม), แคลิฟอร์เนีย (มุมลิ่ม), เอ็มบีดี (เส้นผ่านศูนย์กลางลูกบอล), และเอ็มบีเอช (ความหนาของลูกบอล).
ค่าอ้างอิงพารามิเตอร์ที่เหมาะสมที่สุด
ชม: ค่าที่เหมาะสมที่สุดคือ 1.4 คูณด้วยเส้นผ่านศูนย์กลางลวด, ขั้นต่ำของ 1.2 ครั้ง. ขนาดเล็กเกินไปอาจทำให้เกิดปัญหาในการป้อนลวดระหว่างการวนซ้ำได้, ในขณะที่ขนาดใหญ่เกินไปอาจทำให้เกิดความไม่มั่นคงในการวนซ้ำ. ดังนั้น, สำหรับผลิตภัณฑ์ที่มีส่วนโค้งลวดหนาแน่น, H มักถูกมองว่าเป็น 1.2WD หรือ 1.3WD.

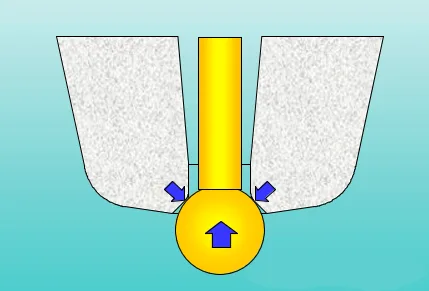
ซีดี: ในกระบวนการ WB, FAB เท่ากับซีดี. การจับคู่ขนาดนี้ช่วยให้มุมเอียงของ CD จับ FAB ได้อย่างปลอดภัยมากขึ้นระหว่างการติด, ป้องกันการลื่นไถลของลูกและเกิดความผิดปกติ.
แคลิฟอร์เนีย: ทำหน้าที่หลักในการจับลูกบอล FAB และส่งผลต่อรูปร่างของลูกบอลและพลังงานที่ส่งออกเมื่อสิ้นสุดกระบวนการ. CA ทั่วไปได้แก่ 70°, 90°, และ 120°, โดยที่ 90° ถือเป็นแบบธรรมดาที่สุด, 70° สำหรับลูกเล็ก, และ 120° สำหรับลูกบอลขนาดใหญ่.
MBD และ MBH: เส้นผ่านศูนย์กลางลูกบอลและความหนาของลูกบอล. สูตรเชิงประจักษ์ MBH/MBD=0.18~0.3, โดยปกติ 0.25 ถือเป็นค่าอ้างอิง. ในอัตราส่วนนี้, มันง่ายที่จะได้พื้นผิวด้านล่างของลูกบอลที่ค่อนข้างแบน, ซึ่งมีความสำคัญมากกว่าในการปรับปรุงรอยแตกร้าวและได้รับ IMC ที่สม่ำเสมอ.
ตัวอย่างการคำนวณขนาด BPO
ด้านล่างนี้ เราใช้เส้นผ่านศูนย์กลางลวด 20um เป็นตัวอย่างในการคำนวณค่า BPO ที่แนะนำ.
กำหนดขนาด FAB
เลือกขนาด FAB ภายในช่วง 1.6WD~2.0WD. หากชิปมีพื้นที่สงวนเพียงพอ, เลือก 2.0WD โดยตรง; หากคุณต้องการความคุ้มค่าสูงสุด, คุณสามารถเอาค่ากลาง 1.8WD ได้. ในเวลานี้, X1:X2 กำลังจะมาแล้ว 1.5, ซึ่งง่ายต่อการดำเนินการดีบักกระบวนการ. มาดู 1.8WD เป็นตัวอย่างกัน, นั่นคือ, FAB คือ 36um.
คำนวณซีดี
โดยปกติจะใช้ FAB=CD+1um, โดยคำนึงถึงความทนทานต่อขนาดลูกอุปกรณ์ด้วย. ดังนั้น, ซีดีนำมาเป็น 35um.
กำหนดพารามิเตอร์อื่นๆ
ชม: ใช้ 1.4WD, นั่นคือ, 28หนึ่ง.
แคลิฟอร์เนีย: ใช้มุม 90° ที่พบบ่อยที่สุด.
MBH/MBD: เอา 0.25.
คำนวณ MBD และขนาดอลูมิเนียมอัดขึ้นรูป
ตามสูตรข้างต้น, สามารถคำนวณได้ว่า MBD มีค่าประมาณเท่ากับ 44um. เกี่ยวกับอลูมิเนียมอัดขึ้นรูป, หากไม่มีประสบการณ์ในการประมวลผล, ขนาดอลูมิเนียมอัดสามารถกำหนดเป็นขนาดลูกบอลบวก 2 ~ 3um ในแต่ละด้าน. ตรงนี้เราใช้ 3um โดยตรง.
พิจารณาความทนทานของอุปกรณ์
ความทนทานต่ออุปกรณ์ส่วนใหญ่หมายถึงความแม่นยำในการเชื่อมของ X/Y, ซึ่งผสมผสานความแม่นยำของมอเตอร์โต๊ะทำงานของอุปกรณ์เข้าด้วยกัน, ความแม่นยำในการจดจำเลนส์, และการสั่นของผลิตภัณฑ์ระหว่างการประมวลผล. ความแม่นยำของอุปกรณ์ WB กระแสหลักในตลาดขณะนี้ถูกทำเครื่องหมายไว้ที่ ±2um~±2.5um, ดังนั้นเราจึงเอาอันที่ใหญ่กว่าโดยตรง.
คำนวณขนาด BPO
ในที่สุด, ขนาด BPO ที่ดีที่สุดที่เหมาะกับลวด 20um คือ 55um.
ข้อควรระวังและสรุป
ความแตกต่างระหว่างลวดทองและลวดทองแดง: ลวดทองและลวดทองแดงมีความแตกต่างอย่างมากในการแก้ไขข้อบกพร่องของการอัดขึ้นรูปอลูมิเนียมและการแก้ไขข้อบกพร่องในการเชื่อม. พารามิเตอร์ที่ใช้ในบทความนี้เป็นค่ากลางทั้งหมด, และตั้งอยู่บนพื้นฐานของความรู้ในการแปรรูปผลิตภัณฑ์ของตนเองคือ 0. หากคุณประสบปัญหาในทางปฏิบัติ, คุณสามารถเลือกตัวแยกสัญญาณที่มีพารามิเตอร์ต่างกันสำหรับการดีบักกระบวนการ.
ข้อจำกัดของกฎการออกแบบโรงงานบรรจุภัณฑ์: กฎการออกแบบที่โรงงานบรรจุภัณฑ์กำหนดไว้มักจะจำกัดขีดความสามารถของกระบวนการไว้. ดังนั้น, จะต้องประเมินความเสี่ยงอย่างรอบคอบเมื่อใช้งาน.
มีการนำวิธีแก้ปัญหาที่มีเหตุผลและรากฐานมาอย่างดีมาใช้: เมื่อมีการดำเนินการแก้ไขแล้ว, จะต้องมีเหตุผลที่ดีและความเสี่ยงที่ตามมาจะต้องได้รับการประเมินและตัดสิน. ด้วยวิธีนี้, แม้ว่าปัจจัยภายนอกที่ไม่คาดคิดจะเกิดขึ้นก็ตาม, ทีมงานสามารถยอมรับได้.
