
ข้อกำหนดพื้นฐานสำหรับการประดิษฐ์ลายฉลุ
ใน การผลิต SMT กระบวนการ, ความแม่นยำของรูรับแสงลายฉลุเป็นตัวกำหนดคุณภาพการพิมพ์บัดกรีโดยตรง. ตามมาตรฐาน IPC-7525, เราวิเคราะห์พารามิเตอร์ทางวิศวกรรมที่จำเป็น:
รุ่นเมทริกซ์แรงตึงแบบสามมิติ
การใช้สูตรกลศาสตร์วัสดุ:
t = (E ×ΔL)/l
*(โดยที่ e = โมดูลัสของ Young, 200เกรดเฉลี่ยสำหรับสแตนเลส)*
-
ความตึงเครียดเริ่มต้น≥40n/cm สำหรับ stencils ใหม่
-
เกณฑ์การเปลี่ยน≤32n/cm
-
3× 3 จุดวัดเมทริกซ์ (ดังแสดงในรูป 1)
ข้อมูลเชิงประจักษ์เปิดเผย:
-
12% ลดอัตราการวางบัด
-
0.03การเบี่ยงเบนตำแหน่ง MM เพิ่มขึ้น
หลักการของท่อนำคลื่นสำหรับการออกแบบเครื่องหมาย fiducial
fiducials กึ่งหลอมเหลวที่เต็มไปด้วยอีพ็อกซี่สีดำบรรลุการสะท้อนแสงที่ดีที่สุด (0.3-0.5 ตู้นิรภัย). ผ่านสมการ Fresnel:
r = [(n₁ – n₂)/(n₁ + n₂)]²
*(n₁=1.0 สำหรับอากาศ, n₂=1.55 สำหรับอีพอกซี)*
การสะท้อนกลับทางทฤษฎี: 18.3%, เหมาะสำหรับระบบวิชันซิสเต็ม.
เมทริกซ์การออกแบบรูรับแสงส่วนประกอบไร้สารตะกั่ว
อัตราส่วนทองคำสำหรับส่วนประกอบชิปมาตรฐาน
0603 แพ็คเกจ:
-
0.85แผ่นสี่เหลี่ยมตัดด้านใน มม
-
ความลึกเว้า φ = Y₁/3 = 0.26มม
-
การชดเชยพื้นที่ K=1.1:
ก = พี(ด₁/2)² = π×(0.86/2)² = 0.58 มม.²
0805 แพ็คเกจ:
-
1.1ระยะตัดด้านใน มม
-
รัศมีเว้า φ = 0.42 มม
-
1.46× ปัจจัยการขยายพื้นที่
การเพิ่มประสิทธิภาพโทโพโลยีสำหรับส่วนประกอบพิเศษ
1206 ตัวเก็บประจุแบบอาร์เรย์:
-
ออฟเซ็ตแกน X ΔX=0.1 มม
-
ค่าสัมประสิทธิ์การลดรูรับแสง η=0.12
-
ความกว้างสุดท้าย X₂=X₁-η=0.45มม
การออกแบบที่ไม่สมมาตรนี้ชดเชยการเสียรูปเนื่องจากความร้อนในระหว่างการรีโฟลว์, ลดการฝังศพโดย 37%.
เทคโนโลยีการควบคุมรูรับแสงที่แม่นยำ
อัลกอริธึมบริดจ์ QFP
0.5mm pitch qfp:
-
ความกว้างของสะพานw₁ = 0.2 มม.
-
อัตราส่วนส่วนL₁:l₂ = 1:0.7
-
รัศมีเนื้อ r = 0.1 มม.
การจำลอง CFD แสดง:
-
อัตราการวางจำหน่ายบัดกรีดีขึ้นจาก 82% ถึง 91%
-
การเชื่อมโยงข้อบกพร่องลดลงโดย 68%
กลยุทธ์การควบคุมการไล่ระดับสี BGA
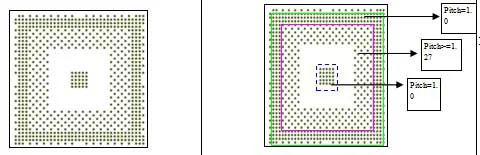
การควบคุมการไล่ระดับสีสี่ชั้น:
-
ชั้นนอก: φ₁ = 0.42 มม. (อาร์เรย์ที่ผิดปกติ)
-
ชั้นสอง: รักษาφ = 0.42 มม.
-
ชั้นที่สาม: φ₂ = 0.42 มม. (ผ่านการกวาดล้าง)
-
ชั้นใน: φ₁ = 0.42 มม.
อัตราการลดขนาดเส้นผ่าศูนย์กลาง:
d = (f-f₁)/φ = 16%
การคำนวณอัตราส่วนพื้นที่:
อัตราส่วนพื้นที่ = พื้นที่รูรับแสง/พื้นที่ผนัง = 0.42²/(π× 0.42 × 0.13) - 3.1
*(พบกัน IPC 2.5-3.5 ช่วงที่เหมาะสมที่สุด)*
ระบบตรวจสอบวิศวกรรม
การทดสอบความตึงเก้าจุด
3D ข้อกำหนดพิกัด:
-
ระยะห่างแกน x = (ความยาวลายฉลุ – 100มม)/2
-
ระยะห่างแกน y = (ความกว้างของลายฉลุ – 80มม)/2
-
การกวาดล้างขอบ≥50มม.
เมทริกซ์การตรวจสอบความถูกต้องของรูรับแสง
20 การวัดค่ารูรับแสงแบบสุ่มจะต้องตอบสนอง:
-
เบี่ยงเบน x/y ≤± 0.02 มม.
-
ข้อผิดพลาดในการหมุน≤0.5°
-
แบบฟอร์มความอดทน≤0.03มม.
แนวโน้มการผลิตขั้นสูง
กับ 01005 การยอมรับแพ็คเกจ, การผลิตลายฉลุประสบความสำเร็จ:
-
±1μmความแม่นยำในการตัด
-
<3°การควบคุม taper
-
RA<0.2ความขรุขระพื้นผิวμm
ระบบที่ขับเคลื่อนด้วย AI:
-
การเพิ่มประสิทธิภาพพารามิเตอร์แบบเรียลไทม์
-
± 3% การควบคุมระดับเสียงประสาน
-
แอสเซมบลีไมโครพิทที่เชื่อถือได้
บทสรุป
กรอบทางเทคนิคนี้ประกอบไปด้วย 21 พารามิเตอร์ที่สำคัญช่วยเพิ่มผลผลิตแรกผ่าน 15%+ ผ่านการควบคุมความตึงที่ดีที่สุดและการออกแบบการไล่ระดับสี BGA.
