
스텐실 제조를위한 기본 사양
~ 안에 SMT 제조 프로세스, 스텐실 조리개 정밀도는 솔더 페이스트 인쇄 품질을 직접 결정합니다. IPC-7525 표준에 따라, 필수 엔지니어링 매개 변수를 분석합니다:
3 차원 장력 매트릭스 모델
재료 역학 공식 활용:
t = (E × ΔL)/엘
*(여기서 E = 영률, 200스테인레스 스틸 용 GPA)*
-
새로운 스텐실의 경우 초기 장력 ≥40n/cm
-
교체 임계 값 ≤32n/cm
-
3× 3 행렬 측정 지점 (그림과 같이 1)
경험적 데이터가 드러납니다:
-
12% 장력이 40n/cm에서 35n/cm로 떨어지면 솔더 페이스트 방출 속도 감소
-
0.03MM 위치 편차가 증가합니다
Fiducial Mark 디자인을위한 도파관 원리
검은 에폭시로 채워진 반 에칭 된 신세포는 최적의 반사율을 달성합니다 (0.3-0.5 럭스). 프레 넬 방정식을 통해:
r = [(n ₁ – n ₂)/(n ₁ + n ₂)]²
*(공기의 경우 n ₁ = 1.0입니다, 에폭시의 경우 n ₂ = 1.55)*
이론적 반사율: 18.3%, 기계 비전 시스템에 이상적입니다.
리드리스 구성 요소 조리개 설계 매트릭스
표준 칩 구성 요소의 황금 비율
0603 패키지:
-
0.85MM 내부 컷 사각형 패드
-
오목한 깊이 φ = y₁/3 = 0.26mm
-
면적 보상 k = 1.1:
a = π(d ₁/2)² = π ×(0.86/2)² = 0.58mm²
0805 패키지:
-
1.1MM 내부 컷 거리
-
오목 반경 φ = 0.42mm
-
1.46× 면적 배율 계수
특수 구성 요소에 대한 토폴로지 최적화
1206 배열 커패시터:
-
x 축 오프셋 Δx = 0.1mm
-
환원 조리개 계수 η = 0.12
-
최종 너비 x₁ = x₂-η = 0.45mm
이 비대칭 설계는 반사시 동안 열 변형을 보상합니다, 묘비 감소 37%.
정밀 조리개 제어 기술
QFP 브리지 알고리즘
0.5MM 피치 QFP:
-
브리지 너비 w 0. = 0.2mm
-
세그먼트 비율 L ₁:l₂ = 1:0.7
-
필렛 반경 r = 0.1mm
CFD 시뮬레이션이 표시됩니다:
-
솔더 릴리스 속도가 향상됩니다 82% 에게 91%
-
브리징 결함이 줄어 듭니다 68%
BGA 그라디언트 제어 전략
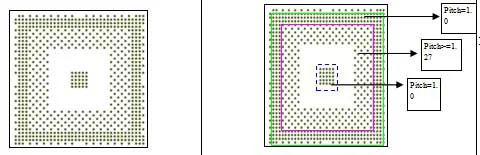
4 층 구배 제어:
-
외부 층: φmm = 0.42mm (불규칙한 배열)
-
두 번째 레이어: φ = 0.42mm를 유지하십시오
-
세 번째 레이어: φmm = 0.42mm (클리어런스를 통해)
-
내부 레이어: φmm = 0.42mm
직경 감소율:
d = (f-f₁)/φ = 16%
면적 비율 계산:
면적 비율 = 조리개 면적/벽 면적 = 0.42²/(π × 0.42 × 0.13) = 3.1
*(만난다 IPC 2.5-3.5 최적의 범위)*
엔지니어링 검증 시스템
9 점 장력 테스트
3D 좌표 요구 사항:
-
x 축 간격 = (스텐실 길이 – 100mm)/2
-
y 축 간격 = (스텐실 너비 – 80mm)/2
-
가장자리 클리어런스 ≥50mm
조리개 정확도 검증 매트릭스
20 임의의 조리개 측정은 만족해야합니다:
-
x/y 편차 ≤ ± 0.02mm
-
회전 오차 ≤0.5 °
-
형태 공차 ≤0.03mm
고급 제조 전망
와 함께 01005 패키지 채택, 스텐실 제작이 달성됩니다:
-
± 1μm 절단 정밀도
-
<3° 테이퍼 컨트롤
-
라<0.2μM 표면 거칠기
AI 기반 시스템이 활성화됩니다:
-
실시간 매개 변수 최적화
-
± 3% 솔더 부피 제어
-
신뢰할 수있는 마이크로 피치 어셈블리
결론
이 기술 프레임 워크 21 임계 매개 변수는 일차 패스 수율을 향상시킵니다 15%+ 최적화 된 장력 제어 및 BGA 그라디언트 설계를 통해.
