
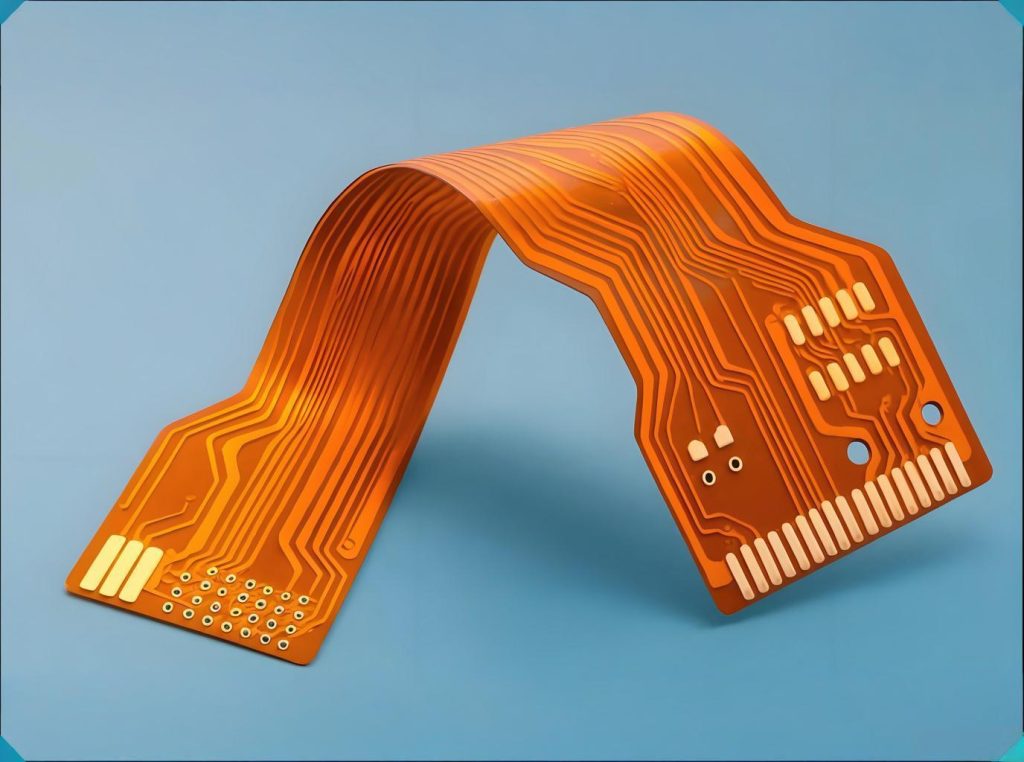
電子機器が薄くなり、折りたためるようになったことで、, フレキシブルプリント回路 (FPCS) 中心舞台に立っている. 折りたたみ式携帯電話のヒンジ ケーブル, スマートウォッチのセンサー接続, 車のコックピットのフレキシブルディスプレイはすべて、屈曲性と信頼性の間の完璧なバランスを必要とします。. それでも厳しい現実が浮き彫りになる: 業界データによると、 60% フレキシブル回路のフィールド故障の原因は機械的ストレスです, 電気的欠陥ではない.
FPCの設計が簡単. 機能的なニーズを満たし、繰り返しの曲げにも耐えられるものを設計するのは困難です. このガイドではデザインルールについて説明します, コアプロセスパラメータ, 材料の選択, 品質基準, 調達に関する決定. 設計から製造までのポイントを学びます。.
1. FPC設計の第一原則: 柔軟性を第一に
FPCを設計するには, 固いものから抜け出さなければなりません プリント基板 考え. フレキシブル回路設計のすべてのステップでは、製造パラメータによる検証が必要です. 最終的な結果はデザインの相乗効果です, 材料, そしてプロセス.
曲げ領域の定義: まず、どの領域を曲げる必要があり、どの領域を固定しておく必要があるかを決定します。. 曲げゾーンは非曲げゾーンとは異なるルールに従います。. 混ぜないでください.
曲げ半径 – 寿命を決めるルール: IPC-2223によると (フレキシブルプリント基板の設計基準), 最小曲げ半径は機械的寿命に直接影響します. 核となるルールは次のとおりです:
- 静的曲げ (インストール後に修正されました, それ以上の動きはありません): 最小半径R≧ 6 × FPC厚さ.
- 動的曲げ (使用中に繰り返される動き): 最小半径R≧ 10 × FPC厚さ.
折りたたみ式携帯電話などの信頼性の高い民生用製品向け, 業界の慣行では、より厳格なルールが使用されることがよくあります. データによると、曲げ半径が に増加すると、 100 × 柔軟な層の厚さ, 動的曲げ寿命を超える可能性があります 200,000 サイクル. 1 つのケーススタディ: 使用されている折りたたみ式携帯電話のブランド R = 100 ×厚みを実現 100 1日あたりの折りたたみ数 5 使用年数.
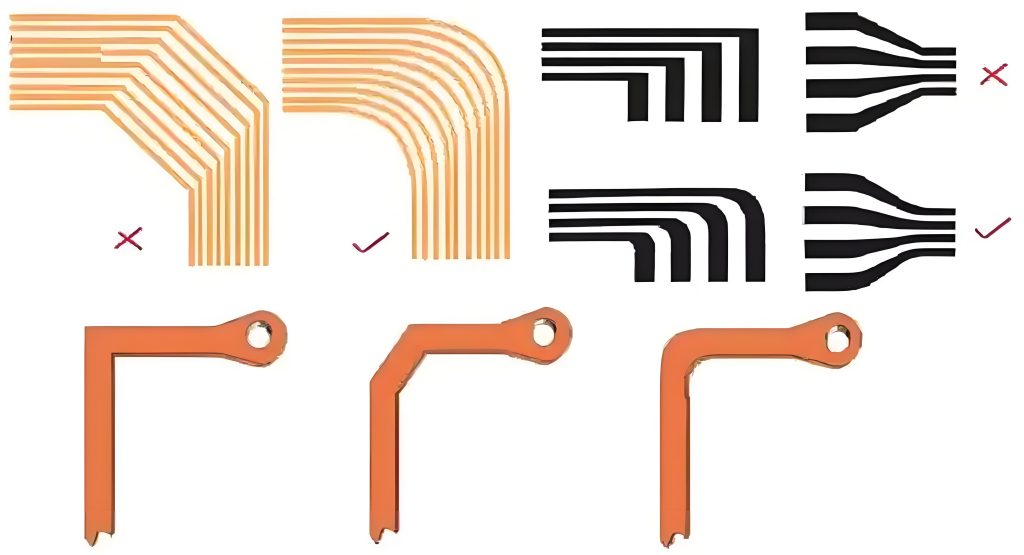
曲げ領域でのトレース配線ルール: 曲げ軸に対して垂直にトレースを実行します. これにより、応力が複数の平行線に分散されます。. 曲げ領域にビアやコンポーネントを配置しないでください. 線の幅と間隔を少なくとも維持する 0.2 mm / 0.2 mm. ハッチングされた銅を使用 (メッシュパターン) 曲がる部分で. 柔軟性を維持しながら優れた EMI シールドを提供します.
2. コア FPC 製造パラメータの概要
FPC の製造には多くの精密な工程が必要です. 以下のパラメータは製品の性能と信頼性を直接決定します。.
| プロセスステップ | キーパラメータ | 範囲 / 要件 | 標準 |
|---|---|---|---|
| 材料の選択 | PIベース層の厚さ | 12.5–50μm | IPC-4204A |
| 銅箔 | RA銅伸び | ≥15% | IPC-4562B |
| パターン転写 | 露光エネルギー | 80–120mJ/cm² | 業界標準 |
| エッチング | 酸性 CuCl₂ 温度 | 45±2°C, エッチファクター >3.0 | IPC-2221 (線幅公差±0.03mm) |
| ラミネート加工 | 温度 / プレッシャー / 時間 | 180±5℃, 15±2kg/cm2, 60±5分 | IPC-6013 ラミネート要件 |
| 掘削 | 最小メカニカル穴 | ≧0.1mm | 設計要件による IPC-2223 |
3. 材料の選択が成功を決める: RA 圧延焼鈍銅がかけがえのない理由
FPC材質を選択する場合, 圧延焼鈍の選択 (ra) 銅と電着 (編) 銅は曲げ寿命を直接決定します. IPC-4562Bによると (プリント基板用金属箔規格), 2 つの銅タイプは製造と性能が大きく異なります.
RA銅箔 機械圧延によって作られます. 横粒構造です, 優れた延性, 表面粗さが低い. RAフォイルは動的繰り返し曲げや高速信号伝送に最適です。. RA 銅を使用した FPC は、100 を超える動的曲げ寿命を達成できます。 100,000 サイクル.
ED銅箔 電着塗装で作られています. 縦粒組織で延性が低い. ED 銅は曲げ時の応力点で亀裂が発生する傾向があります. 静的または 1 回限りの曲げにのみ使用してください.
よくある間違い: コストを節約するためにダイナミックベンディングではED銅を選択, その後、現場で大量の障害が発生するのを目にする. 正しい考え方は、: 動的曲げにはRA銅の使用が必須. 静的曲げまたは低サイクル曲げ用, ED 銅を検討してもよいでしょう.
ベース素材も重要: ポリイミド (PI) 200 ~ 260°C に耐えることができ、動的曲げの最初の選択肢です。. ポリエステル (ペット) ≤120°C での処理が可能で、コストが低くなります, ただし、1 回曲げた固定設置のみに適合します.
4. IPC-6013品質基準: 3つのクラスから選択する方法
IPC-6013 は、フレキシブルおよびリジッドフレックス プリント基板の認定および性能仕様です。. 材料要件を定義します, 寸法公差, 品質一貫性テスト, FPC の合格基準. この規格では、最終用途の要件に基づいて FPC を 3 つの性能クラスに分類しています。.
| IPC-6013クラス | 適用範囲 | 欠陥許容度 | 代表的な産業 |
|---|---|---|---|
| クラス 1 | 電子製品全般 | 表面上の欠陥に対する最高の許容範囲 | 家電, IoT, おもちゃ |
| クラス 2 | 専用サービス商品 | 適度な手当, より厳密な寸法管理 | 産業用制御, 自動車エレクトロニクス, 電気通信 |
| クラス 3 | 高信頼性製品 | ほぼゼロの欠陥, 完全なトレーサビリティ | 航空宇宙, 医療機器, 軍隊 |
コストへの影響: 同じFPCデザインの場合, クラス 3 manufacturing costs 40–80% more than Class 1. 違いはより厳格な検査とテストから生まれます. したがって、IPC-6013 クラスを実際のアプリケーションに一致させます。. オーバーエンジニアリングまたはアンダーエンジニアリングを避ける.
自動車エレクトロニクスなどの重要なアプリケーション向け, IPC-6013 では、特定の信頼性目標も設定されています. 例えば, 工程能力指数 (CPK) 主要なパラメータは ≥1.33 である必要があります. 動的曲げサイクルは少なくとも 100,000.
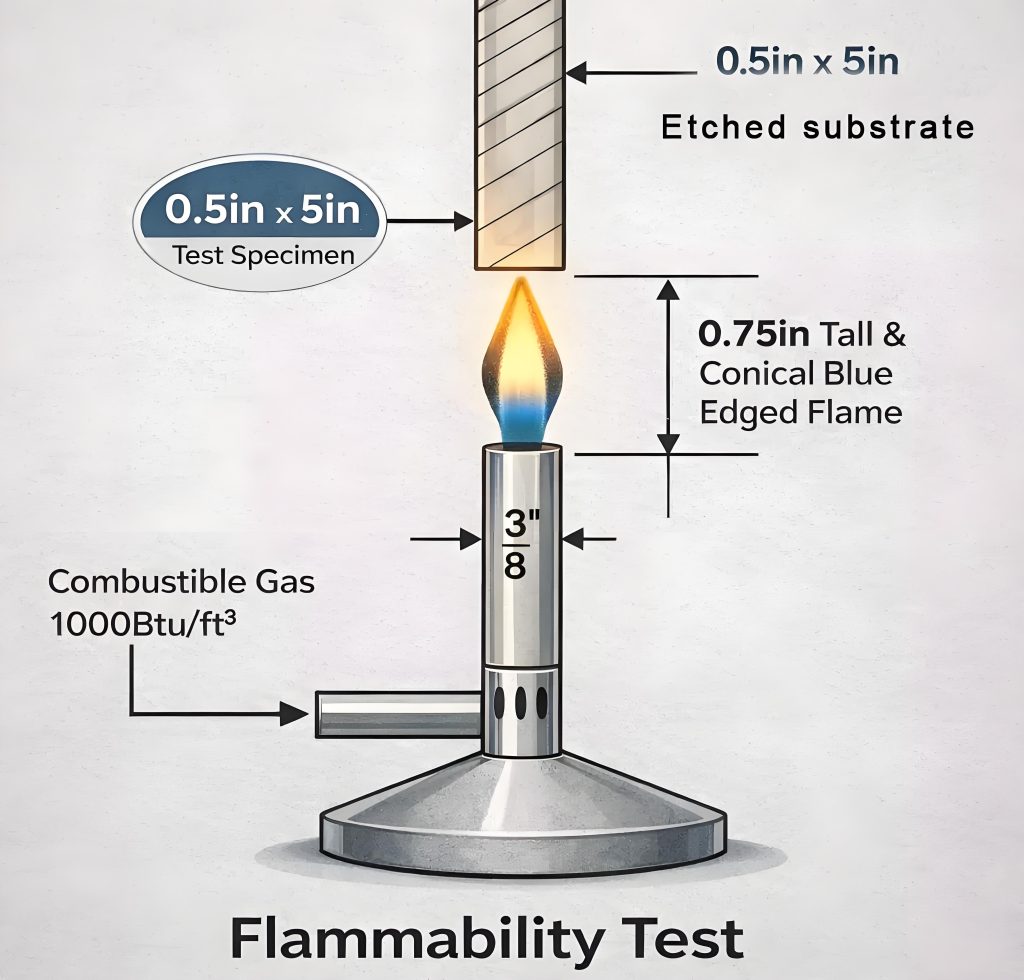
輸出品の場合, ULもチェックしてください 796 安全認証. UL 796 プリント配線板の構造上の安全要件を定義します。. 基材には通常ULが必要です 94 V-0, 最高の炎等級. 垂直燃焼試験では, 各サンプルの残炎時間は 10 秒以下でなければなりません, 合計残炎時間 ≤ 50 秒.
5. 設計からSMT実装まで: 無視できないプロセスの詳細
FPC設計・製作後, いくつかの重要なプロセスステップが残っています.
保護戦略経由: テント状のビアを使用する (PI カバーレイでビアを完全にカバーします。) FPC用. テンティングにより穴内の銅の酸化を防ぎ、曲げ時の亀裂を防ぎます。. 絶対に必要な場合にのみ、非屈曲領域のテスト ポイントのビアを開きます。.
補強材の設計: コネクタを配置したり、コンポーネントをはんだ付けしたりする領域に補強材を追加します。. 一般的な補強材には PI が含まれます (薄いフレキシブル基板に適しています), FR4 (費用対効果), と鋼 (高い剛性とサポート力). 干渉を防ぐために、補強材領域はパッドとビアを正確に避ける必要があります。.
フレキシブルプリント回路の SMT 要件 (FPCS):FPC 表面実装アセンブリには、基板の平坦性を維持するために専用の磁気キャリアが必要です. SMT以前, FPC を 80 ~ 125°C で 4 ~ 8 時間ベーキングして水分を除去します。, ポップコーンの防止 (剥離) リフロー中. リフロープロファイルはピーク温度230~245℃に設定する必要があります。, 液相線を超える時間とともに (の) に限定される 10 秒以下.
パネル設計: FPC パネル化にマウスバイトや V カットの使用を避ける. その代わり, 使用ブリッジ接続 0.7–1.0mm幅. 保管してください 5 各エッジの mm レール. 20×20mm未満の基板用, パネル化を強くお勧めします.
6. 一般的な障害モードとトラブルシューティング ガイド
| 故障現象 | 考えられる原因 | 解決 |
|---|---|---|
| 曲げ加工後のひび割れ跡 | 曲げ半径が小さすぎる; 間違った銅 (動的曲げに使用されるED); ベンドゾーンの設計が不十分 | 曲げ半径を再計算する; RA銅線に切り替える; ビアを曲げ領域の外に移動します |
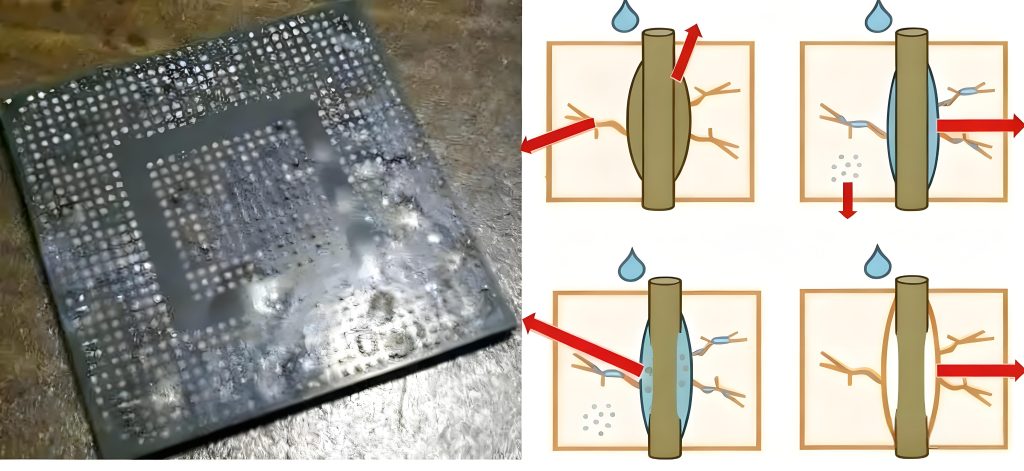
| カバーレイの層間剥離または膨れ | ラミネート制御が不十分; 保管中の高湿度; SMT前のプリベークなし | コントロールラミネート (Cpk≧1.33); 倉庫の温度・湿度の管理; 125±5℃で4~6時間焼きます |
| はんだ付け後のパッド浮き | はんだ付け領域に補強材がありません; はんだ付けが高すぎる、または長すぎるはんだ付け | FR4 またはスチール製の補強材を追加します; リフロープロファイルの最適化 |
| SMT コンポーネントの廃棄または不足 | FPC平坦度が悪い; 非対称パッドデザイン | 磁性キャリアを使用する; 対称的で適切なサイズのパッドを確保 |
7. 材料選択決定マトリックス
| 応用 | 推奨ベース | 推奨される銅 | 最小行/スペース | 最小動的曲げ半径 |
|---|---|---|---|---|
| スマートフォン / 折りたたみ式携帯電話 | PI 25 μm | RA銅 | 0.075 / 0.075 mm | 5–8mm |
| ラップトップケーブル | PI 25 μm | RA銅 | 0.1 / 0.1 mm | 5–7mm |
| 自動車電子機器 | PI 50 μm | RA または ED 銅 | 0.15 / 0.15 mm | 8–12mm |
| ウェアラブルデバイス | PI 12.5 ~ 25 μm | RA銅 | 0.1 / 0.1 mm | 4–6mm |
| ローエンド医療用電子機器 | PET 50~75μm | ED銅 | 0.2 / 0.2 mm | 静的使用のみ |
結論
FPC 設計を成功させるには、材料特性を深く理解することから始まります。. 製造工程を尊重して仕上げています.
信頼できる FPC サプライヤーをお探しの場合、または専門家が必要な場合 PCBボード 引用, 社内の全工程能力と強固な品質システムを備えたメーカーを選択してください. FPCベンダーを評価する場合, チェック: サプライヤーは自社の FPC 生産ラインを所有していますか (外部委託されていない)? 試作から量産までワンストップで対応できますか? IATF16949またはISO13485の認証を受けていますか?
カスタム FPC フレキシブル回路が必要か、それとも統合された FPC が必要か PCBAアセンブリ, 適切なパートナーを選択することがプロジェクト成功への第一歩です. 見積もりを取得したり、技術仕様について問い合わせたりするには, ガーバーファイルとBOMリストを事前に準備してください. これにより、サプライヤーは迅速に対応できます.
免責事項: この記事で引用されている IPC 標準データは、IPC-2221 などの公開されている技術文書から引用されています。, IPC-2223, IPC-6013, IPC-4562, およびIPC-TM-650. UL 関連データは UL から提供されます 796 およびUL 94. 実際の設計パラメータは、メーカーのプロセス能力と特定のアプリケーション要件に基づく必要があります。.
