
Фундаментальные спецификации для изготовления трафарета
В SMT Manufacturing процессы, Точность апертуры трафарета непосредственно определяет качество печать пая. Следуя стандартам IPC-7525, Мы анализируем основные инженерные параметры:
Модель матрицы трехмерной натяжения
Использование формулы механики материала:
T = (E × ΔL)/л
*(Где e = модуль Янга, 200Средний балл для нержавеющей стали)*
-
Начальное напряжение ≥40n/cm для новых трафаретов
-
Порог замены ≤32N/см
-
3× 3 точки измерения матрицы (как показано на рисунке 1)
Эмпирические данные показывают:
-
12% Уменьшение скорости высвобождения припоя пая при падении натяжения с 40 н/см до 35N/см.
-
0.03MM позиционное отклонение увеличивается
Принципы волновода для дизайна фидуциальной марки
Черно-заполненные эпоксидными полузащитными показателями достигают оптимальной отражательной способности (0.3-0.5 люкс). Через уравнения Френеля:
R = [(не – не)/(не + не)]²
*(n₁ = 1,0 для воздуха, n₂ = 1,55 для эпоксидной смолы)*
Теоретическая отражательная способность: 18.3%, Идеально подходит для систем машинного зрения.
Матрица дизайна компонентов без свинца
Золотое соотношение для стандартных компонентов чипа
0603 Пакеты:
-
0.85ММ внутренние квадратные прокладки
-
Вогнутая глубина φ = y₁/3 = 0,26 мм
-
Компенсация площади k = 1,1:
A = π(D₁/2)² = π ×(0.86/2)² = 0,58 мм²
0805 Пакеты:
-
1.1ММ внутреннее расстояние
-
Вогнутый радиус φ = 0,42 мм
-
1.46× коэффициент увеличения площади
Оптимизация топологии для специальных компонентов
1206 Массивы конденсаторы:
-
X-ось смещение Δx = 0,1 мм
-
Коэффициент апертуры снижения η = 0,12
-
Окончательная ширина x₂ = x₁-η = 0,45 мм
Эта асимметричная конструкция компенсирует термическую деформацию во время рефона, Уменьшение надгробия мимо 37%.
Технологии контроля точной апертуры
QFP Bridge Algorithm
0.5MM PITE QFP:
-
Ширина моста W₁ = 0,2 мм
-
Коэффициент сегмента l₁:L₂ = 1:0.7
-
Радиус филе R = 0,1 мм
Симуляции CFD показывают:
-
Скорость выпуска припоя улучшается с 82% к 91%
-
Соединение дефектов уменьшается на 68%
Стратегия управления градиентом BGA
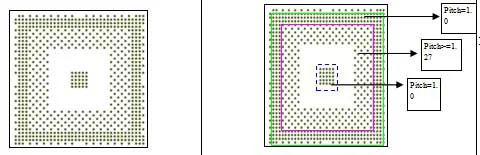
Четырехслойный градиент контроль:
-
Внешний слой: φ₁ = 0,42 мм (нерегулярный массив)
-
Второй слой: Поддерживайте φ = 0,42 мм
-
Третий слой: φ₂ = 0,42 мм (через разрешение)
-
Внутренний слой: φ₁ = 0,42 мм
Скорость уменьшения диаметра:
d = (F-f₁)/Φ = 16%
Расчет соотношения площади:
Соотношение площади = область диафрагмы/площадь стены = 0,422/(π × 0,42 × 0,13) = 3.1
*(Встречает МПК 2.5-3.5 оптимальный диапазон)*
Инженерные системы проверки
Испытание на растяжение девяти очков
3D Требования координат:
-
Расстояние оси x = (Длина трафарета – 100мм)/2
-
Расстояние оси Y = (Ширина трафарета – 80мм)/2
-
Крайный зазор ≥50 мм
Матрица проверки точности апертуры
20 Измерения случайной апертуры должны удовлетворять:
-
X/y отклонение ≤ ± 0,02 мм
-
Ошибка вращения ≤0,5 °
-
Форма допуска ≤0,03 мм
Продвинутый производство перспективы
С 01005 Усыновление пакета, Выполнение трафарета достигает:
-
± 1 мкм точность резки
-
<3° контроль конуса
-
Раствор<0.2мкм шероховатость поверхности
Системы с AI включают:
-
Оптимизация параметров в реальном времени
-
± 3% контроль громкости припоя
-
Надежная микро-шаловая сборка
Заключение
Эта техническая структура, включающая 21 Критические параметры повышают выход первого прохода на 15%+ через оптимизированное управление натяжением и дизайн градиента BGA.
