
Spécifications fondamentales pour la fabrication du pochoir
Dans Fabrication SMT processus, La précision d'ouverture du pochoir détermine directement la qualité de l'impression de pâte de soudure. Suivre les normes IPC-7525, Nous analysons les paramètres d'ingénierie essentiels:
Modèle de matrice de tension tridimensionnelle
Utilisation de la formule de mécanique des matériaux:
T = (E × Δl)/L
*(Où E = Module de Young, 200GPA pour l'acier inoxydable)*
-
Tension initiale ≥40 n / cm pour les nouveaux pochoirs
-
Seuil de remplacement ≤32N / cm
-
3× 3 points de mesure de la matrice (Comme le montre la figure 1)
Les données empiriques révèlent:
-
12% diminution du taux de libération de la pâte de soudure lorsque la tension passe de 40 n / cm à 35 n / cm
-
0.03Augmentation de la déviation positionnelle MM
Principes de guide d'onde pour la conception de la marque fiduciaire
Les fiduciaires semi-gravés remplis d'époxy noir obtiennent une réflectivité optimale (0.3-0.5 lux). À travers les équations de Fresnel:
R = [(n₁ – n₂)/(n₁ + n₂)]²
*(n₁ = 1,0 pour l'air, n₂ = 1,55 pour l'époxy)*
Réflectivité théorique: 18.3%, Idéal pour les systèmes de vision industrielle.
Matrice de conception d'ouverture du composant sans plomb
Ratio d'or pour les composants de la puce standard
0603 Packages:
-
0.85Pads carrés de coupe intérieure MM
-
Profondeur concave φ = y₁ / 3 = 0,26 mm
-
Compensation de la zone K = 1,1:
A = π(D₁ / 2)² = π ×(0.86/2)² = 0,58 mm²
0805 Packages:
-
1.1Distance de coupe intérieure mm
-
Rayon concave φ = 0,42 mm
-
1.46× Facteur d'agrandissement de la zone
Optimisation de la topologie pour les composants spéciaux
1206 Condensateurs de tableau:
-
Décalage de l'axe x Δx = 0,1 mm
-
Aperture reduction coefficient η=0.12
-
Largeur finale x₂ = x₁-η = 0,45 mm
Cette conception asymétrique compense la déformation thermique pendant la reflux, réduisant les tombes de la tombe par 37%.
Technologies de contrôle de l'ouverture de précision
Algorithme de pont QFP
0.5MM Pitch QFP:
-
Largeur du pont w₁ = 0,2 mm
-
Ratio de segment l₁:L₂ = 1:0.7
-
Rayon de filet r = 0,1 mm
Les simulations CFD montrent:
-
Le taux de libération de la soudure s'améliore de 82% à 91%
-
Les défauts de pontage réduisent 68%
Stratégie de contrôle du gradient BGA
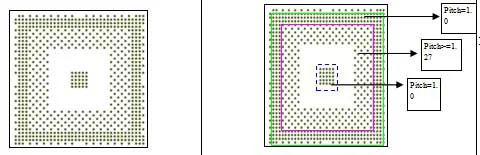
Contrôle du gradient à quatre couches:
-
Couche externe: φ₁ = 0,42 mm (tableau irrégulier)
-
Deuxième couche: Maintenir φ = 0,42 mm
-
Troisième couche: φ₂ = 0,42 mm (via l'autorisation)
-
Couche intérieure: φ₁ = 0,42 mm
Taux de réduction du diamètre:
d = (F-f₁)/Φ = 16%
Calcul du rapport zone:
Ratio de zone = zone d'ouverture / zone murale = 0,42² /(π × 0,42 × 0,13) = 3.1
*(Rencontre IPC 2.5-3.5 plage optimale)*
Systèmes de vérification d'ingénierie
Test de tension de neuf points
3D Coordonnées des exigences:
-
Espacement de l'axe X = (Longueur de pochoir – 100mm)/2
-
Espacement de l'axe Y = (Largeur de pochoir – 80mm)/2
-
Déclaration de bord ≥50 mm
Matrice de validation de la précision de l'ouverture
20 Les mesures d'ouverture aléatoire doivent satisfaire:
-
Déviation x / y ≤ ± 0,02 mm
-
Erreur de rotation ≤ 0,5 °
-
Tolérance au formulaire ≤0,03 mm
Perspectives de fabrication avancées
Avec 01005 adoption de paquets, La fabrication du pochoir atteint:
-
± 1 μm de précision
-
<3° Contrôle du conique
-
Rampe<0.2μm de rugosité de surface
Les systèmes alimentés par AI permettent:
-
Optimisation des paramètres en temps réel
-
± 3% Contrôle du volume de soudure
-
Assemblage de micro-pass fiable
Conclusion
Ce cadre technique comprenant 21 Les paramètres critiques améliorent le rendement des premiers pass par 15%+ Grâce à un contrôle optimisé des tensions et à la conception du gradient BGA.
