
В производственной отрасли электроники, доходность PCBA (Печатная плата в сборе) переработка напрямую влияет на производственные затраты и рыночную конкурентоспособность. Исследования, основанные на МПК международные стандарты указывают, что до 80% производственных дефектов можно выявить и оптимизировать на этапе проектирования.
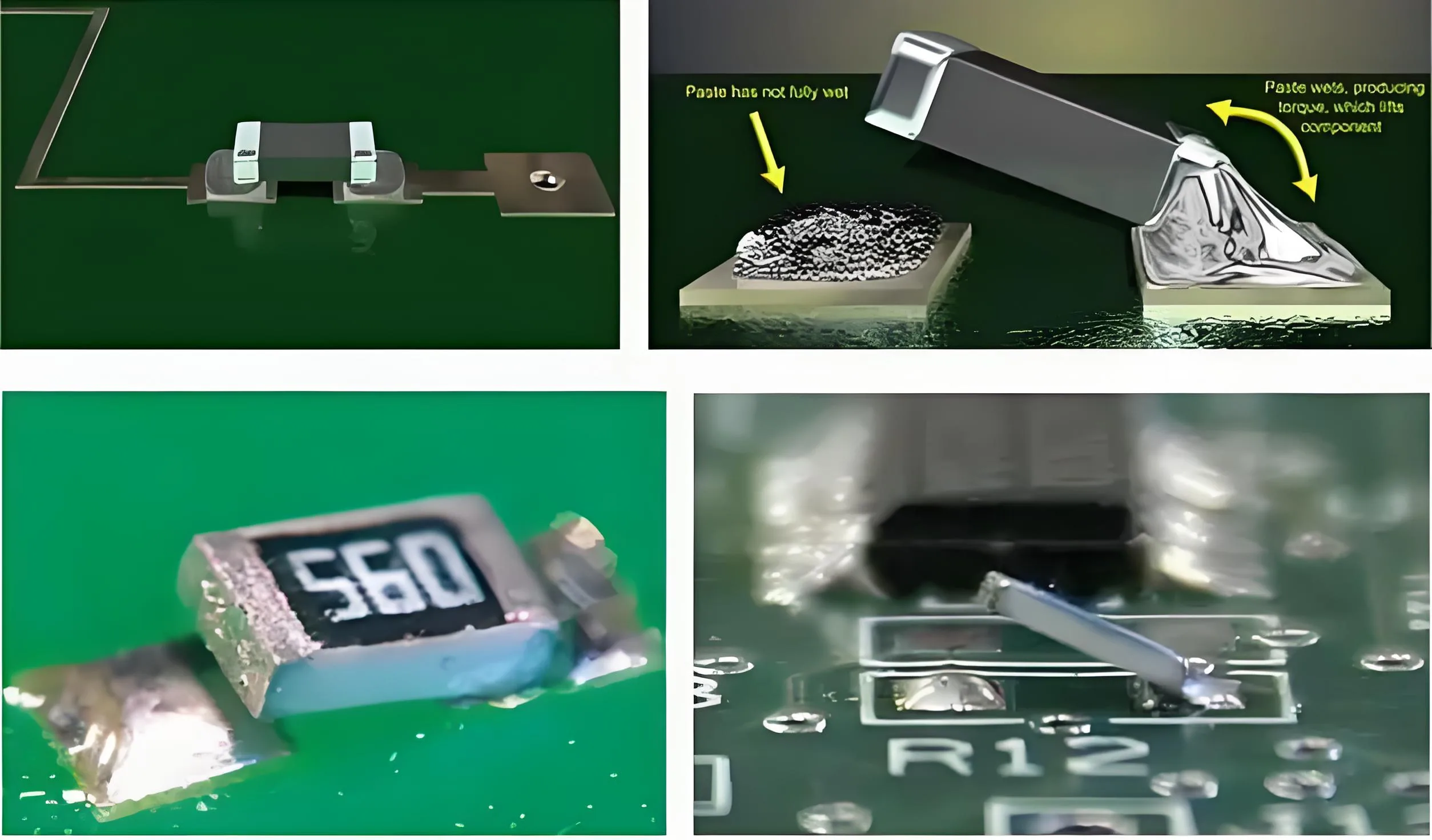
В СМТ (Технология поверхностного крепления) процесс сборки, дефект «надгробия» — когда один конец компонента чипа отрывается от площадки (как показано на рисунке 1)— одна из самых частых проблем. Это часто происходит в малогабаритных пассивных компонентах., особенно 0402 чип-конденсаторы и резисторы. В этой статье представлен углубленный анализ, на основе плана экспериментов (МО) методология, взаимосвязи между несовмещением трафарета и дефектами надгробия, и предлагает практические и эффективные решения.
-
Механизм и влияние дефектов надгробий
Основная причина «надгробий» — дисбаланс натяжения пайки на двух выводах компонента.. Когда паяльная паста плавится, различия в поверхностном натяжении или асинхронном времени плавления могут привести к тому, что компонент будет вытянут вверх на том конце, где паяльная паста плавится позже..
1.1 Механизм образования дефектов надгробий
Во время пайки оплавлением, как верхняя, так и нижняя поверхности чипа нагреваются. В целом, первой нагревается колодка с наибольшей открытой площадью, достижение температуры выше точки плавления паяльной пасты. Как результат, конец компонента, который позже смачивается, часто поднимается из-за поверхностного натяжения уже расплавленного припоя на противоположном конце..
Формула баланса натяжения при пайке:
F_net = F1 – F2 = γ_lv (cosθ₂ – cosθ₁) · Л
Где:
F_net — чистая сила натяжения.,
γ_lv — поверхностное натяжение жидкость-пар.,
θ - угол контакта,
L — длина колодки.
1.2 Факторы, способствующие дефектам надгробий
На основе анализа полевых данных, На дефекты надгробий в первую очередь влияют следующие факторы:
-
Проектирование печатных плат Факторы (30%): Нестандартный размер контактной площадки и неоптимальная компоновка
-
Материал Факторы (25%): Плохая пайка компонентов., окисленные выводы
-
Факторы процесса (45%): Несовмещение паяльной пасты, недостаточная точность размещения, неправильный температурный профиль пайки оплавлением
-
Экспериментальный дизайн и методология Министерства энергетики США
Решение проблемы надгробия, вызванной неправильной совмещением на трафаретном принтере DEK., техническая команда в УГКПБ разработал строгий DOE для определения оптимального сочетания параметров процесса.
2.1 Цели эксперимента и определение характеристического значения
Характеристика Значение: Несовмещение паяльной пасты (единица: мм)
Тип характеристики: Чем меньше, тем лучше
-
Измерительное оборудование: АОИ (Автоматическая оптическая проверка)
-
Метод измерения: Для каждой комбинации, мера 10 доски. На каждой доске, измерьте рассогласование паяльной пасты на пяти 0402 контактные площадки компонентов, и примите максимальное значение в качестве неправильной регистрации для этой платы.
-
Метод расчета: Среднее значение ошибки совмещения по 10 плат принимается как значение рассогласования для этой комбинации параметров..
2.2 Выбор фиксированных и экспериментальных факторов
Фиксированные факторы:
-
Тип доски: Рок-Лейк (Intel)
-
Производственная линия: Линия 14
-
Трафарет: Тот же трафарет, который используется повсюду.
-
Ракель: Тот же набор ракелей, который используется повсюду.
-
Механическое состояние: Оборудование прошло техническое обслуживание
Экспериментальные факторы:
-
Фактор А: Время удержания вакуума (Контролирует уровень силы вакуума, регулируя продолжительность времени удержания)
-
Фактор Б: Ширина конвейерной рейки (Регулирует ширину для обеспечения безопасности печатная плата и предотвратить движение)
-
Фактор С: Давление ракеля
-
Фактор Д: Скорость печати
-
Фактор Е: Расстояние между координатными метками
-
Экспериментальные результаты и анализ
Эксперимент проводился в два этапа: первый этап проверяется на предмет существенных факторов, а второй этап оптимизировал комбинацию параметров.
3.1 Выводы первого этапа
Значительные факторные эффекты: А, ОБЪЯВЛЕНИЕ (взаимодействие), Диск (взаимодействие), Эн
Факторы, выбранные для второго этапа: А, В, Дюймовый, Эн
Очень важные факторы: А, ОБЪЯВЛЕНИЕ, Диск
Неожиданная находка: Фактор Б (Ширина конвейерной рейки), первоначально считалось очень влиятельным, не показал существенного эффекта. Наиболее значимыми эффектами были эффекты взаимодействия..
3.2 Второй этап эксперимента и анализ ANOVA
Результаты ANOVA показали, что факторы A, В, и D не были значимыми на втором этапе.. Это говорит о том, что основные наблюдаемые изменения были вызваны случайной ошибкой., что указывает на то, что оптимизация параметров достигла почти оптимального уровня.
-
Оптимальные параметры процесса и стандартизация
По результатам эксперимента, определены оптимальные параметры производственного процесса:
Стол 1: Сравнение параметров процесса до и после улучшения
| Параметр | Предварительное улучшение | Пост-улучшение | Изменять |
|---|---|---|---|
| Давление ракеля | 6.0 КГ | 5.4 КГ | Снижаться 10% |
| Скорость печати | 40 ММ/СЕК | 50 ММ/СЕК | Увеличивать 25% |
| Время удержания вакуума | 0.4 SEC | 0.4 SEC | Без изменений |
| Расстояние до реперной отметки | 361.9 | 361.9 | Без изменений |
| Ширина конвейерной рейки | 244.3 | 244.3 | Без изменений |
Обоснование выбранной комбинации параметров:
-
Фактор А (Время удержания вакуума): Выбрано 0.4 СЕК в диапазоне 0,4–0,8 с, чтобы минимизировать потери времени принтера..
-
Фактор С (Давление ракеля): Выбран нижний уровень 5.4 КГ, поскольку чрезмерное давление может привести к деформации трафарета и увеличению толщины слоя паяльной пасты..
-
Фактор Д (Скорость печати): Выбрано 50 ММ/СЕК, поскольку более высокие скорости могут привести к плохому высвобождению паяльной пасты.
-
Оценка выгод и анализ затрат
После оптимизации параметров процесса, были достигнуты значительные экономические выгоды и улучшения качества:
5.1 Результаты улучшения качества
Процент дефектов надгробий снизился с 29% к 18%, анонца 11 снижение процентного пункта. Рассчитано по стандартам IPC-7912., индекс возможностей процесса Cp улучшился с 0.89 к 1.32, и Cpk улучшился с 0.72 к 1.08.
5.2 Расчет экономической выгоды
-
Экономия затрат на доработку: 66 меньше дефектных плат на линию SMT в неделю. В 2 минут доработки на доску:
Экономия труда = 66 доски × 2 мин/доска × 8 линии × 4 недели = 4224 мин/месяц
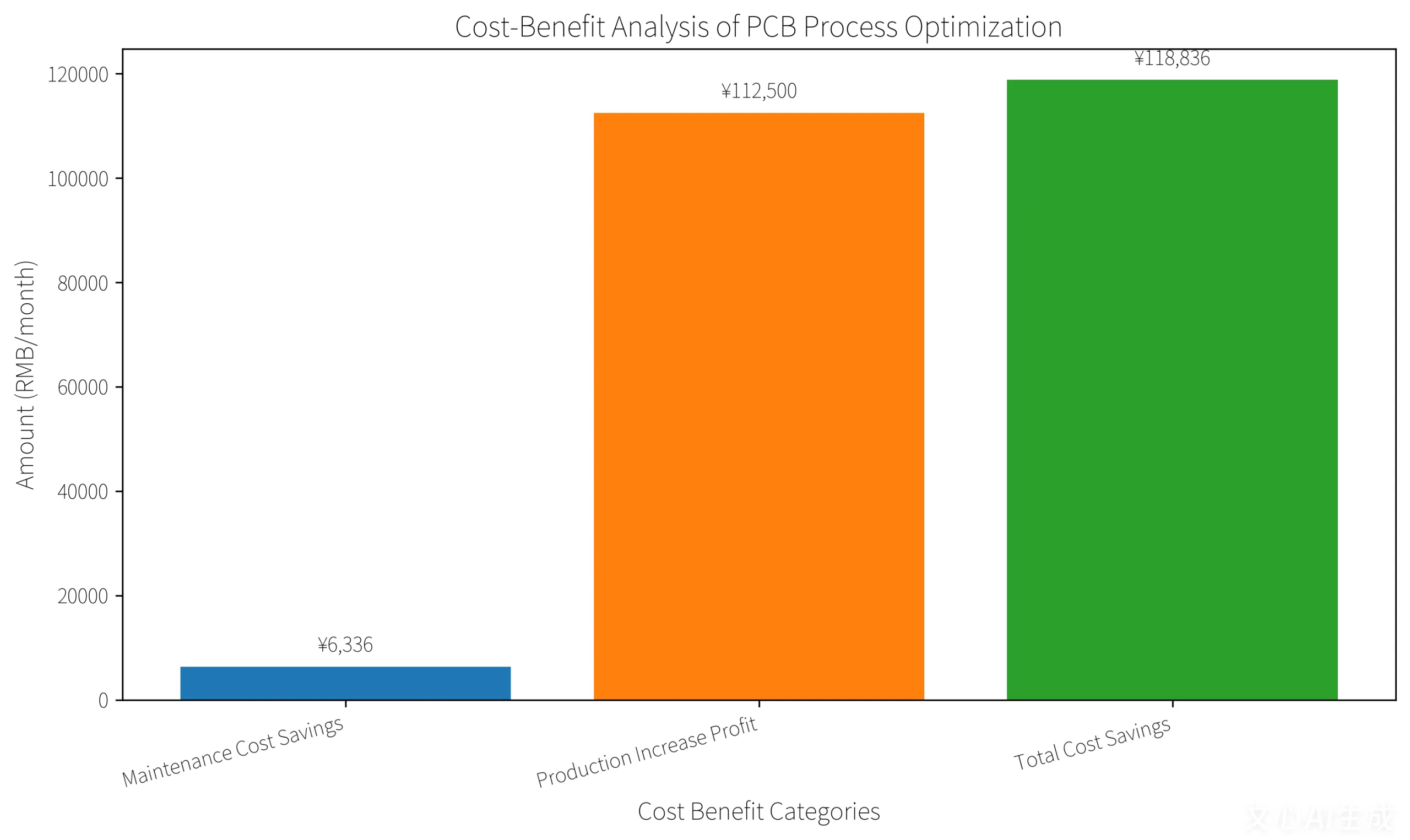
Экономия средств = 90 Юаней/час × (4224 / 60) = 6,336 юаней/месяц -
Увеличение выпуска, прибыль: Предварительное улучшение, Настройка принтера на предмет неправильной регистрации заняла около. 5 мин/линия/день:
Экономия труда = 5 мин/день × 30 дней × 8 линии = 1200 мин/месяц
Прибыль от увеличения выпуска = (1200 / 60 / 24) × 1500 досок/день × 90 Юань/доска = 112,500 юаней -
Общая ежемесячная экономия средств = 6,336 + 112,500 = 118,836 юаней
-
Построение комплексной системы контроля качества
Для тщательного решения проблем с надгробиями, важно создать комплексную систему обеспечения качества, охватывающую все этапы: входящие материалы → незавершенное производство → проверка готовой продукции → анализ отказов после продажи.
6.1 Входящее контроль качества (IQC)
IQC — первая контрольная точка. Ключевое сырье, такое как медная фольга для печатных плат и субстраты требуется выборочный контроль внешнего вида и размеров: Поверхность медной фольги не должна иметь окисления., дырочки, и царапины; Допуск толщины подложки должен соответствовать стандарту ±0,05 мм..
6.2 Процедура контроля качества (IPQC)
IPQC охватывает весь процесс производства печатных плат, с “контрольные точки качества” после каждого нажатия клавиши. После визуализации внутреннего слоя, проверить ширину/расстояние между дорожками и однородность травления; после ламинирования, используйте рентгеновский контроль для проверки межслоевых пустот и несовпадения; после покрытия, используйте толщиномеры меди для измерения толщины отверстий и поверхности меди.
6.3 Окончательный контроль качества (FQC)
FQC — это финальная проверка перед отправкой., охватывающий три основных измерения: появление, Электрические характеристики, и надежность. Для внешнего вида, использовать комбинацию ручного контроля и контроля AOI; электрически, выполнять 100% летающий зонд или проверка ногтевого ложа, чтобы убедиться в отсутствии разрывов или замыканий; для надежности, проводить экологические испытания по требованиям заказчика.
-
Рекомендации по оптимизации конструкции печатной платы
Помимо оптимизации процессов, Оптимизация конструкции печатной платы имеет решающее значение для предотвращения дефектов надгробия..
7.1 Стандарты проектирования колодок
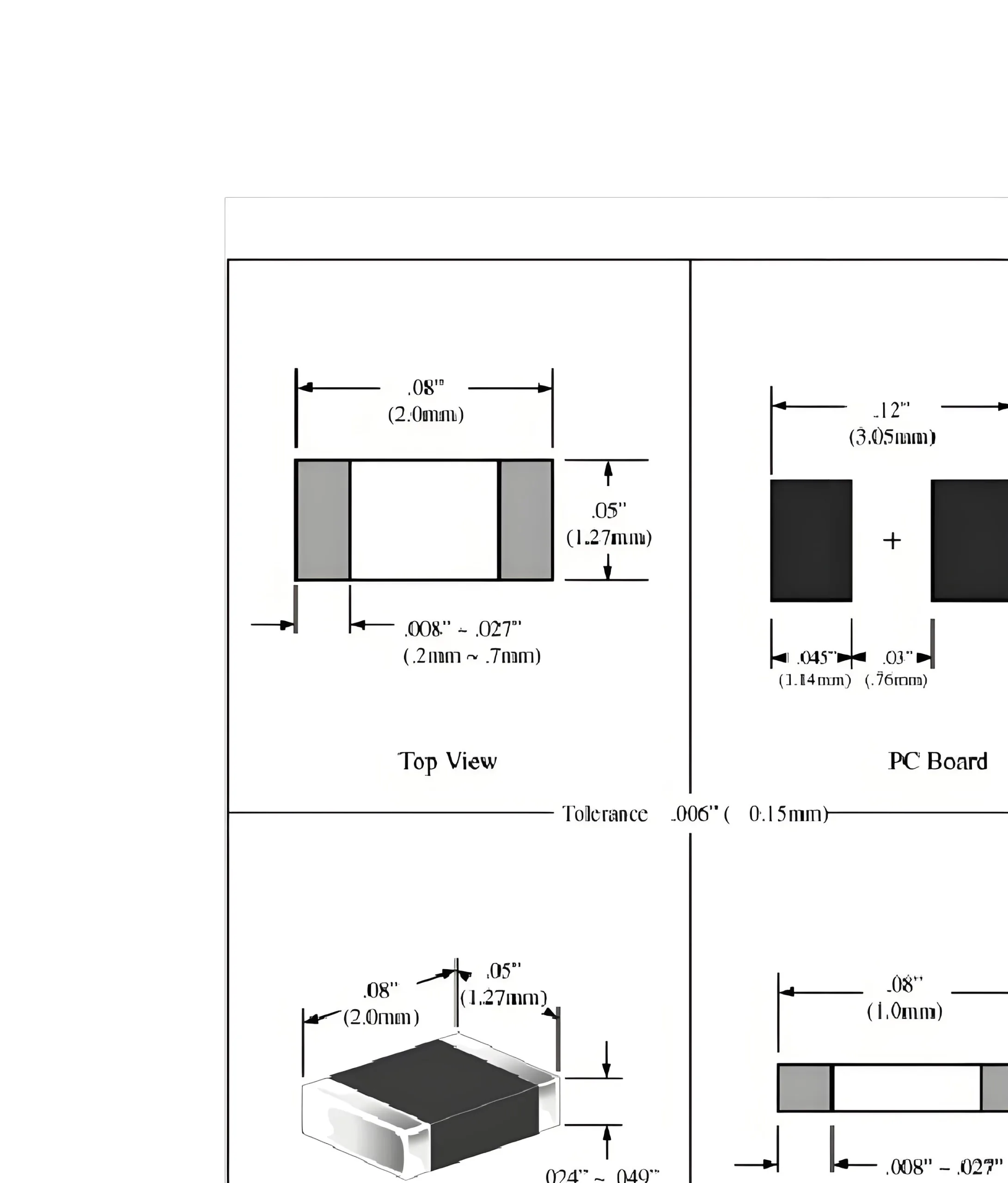
Оптимизация конструкции рельефа площадки — обеспечение правильных размеров выдвижения площадки.. Избегайте ситуаций, когда край площадки (прямая линия) образует угол смачивания, превышающий 45°. Согласно стандартам IPC-7351., для 0402 компоненты, Расстояние между колодками должно контролироваться в пределах 0,35±0,05 мм., и ширина колодки должна быть 0,5 ± 0,05 мм..
7.2 Стратегия оптимизации макета
Плохая компоновка компонентов может привести к значительным различиям в размерах между ними. компоненты на печатной плате. Во время пайки оплавлением, это вызывает чрезмерную разницу температур, неравномерный нагрев с обеих сторон детали, и надгробие. Во время проектирования избегайте размещения мелких компонентов рядом с устройствами высокой мощности, чтобы обеспечить равномерное распределение тепла..
-
Последующие действия и постоянное улучшение
Для обеспечения устойчивости улучшений были реализованы следующие меры::
8.1 Непрерывный мониторинг и статистический анализ
Постоянно собирать данные об урожайности надгробий для 30 дни, использовать контрольные карты для мониторинга, и подтвердить эффективность устойчивого улучшения. Данные за октябрь показали значительное устойчивое улучшение., с постоянным положительным влиянием на неправильную регистрацию.
8.2 Причинно-следственный анализ и стандарты контроля
По результатам улучшений, изучить причинно-следственную связь между неправильной регистрацией и надгробием, установить стандарты контроля, и интегрировать их в повседневное управление. Внедрить “код отслеживания качества” для каждой печатной платы, запись информации, такой как партия сырья, производственное оборудование, данные проверки, и оператор.
8.3 Расширение и передача технологий
Распространить выводы этого Министерства энергетики на другие производственные линии и модели продуктов.. Создание базы данных параметров процесса, стандартизировать параметры для проверенных решений, и сократить время отладки новой программы с 24 часов до 3 часы.
-
Заключение и перспективы
Использование методологии DOE, мы успешно определили ключевые параметры процесса, влияющие на несовмещение паяльной пасты, и снизили процент дефектов надгробий с 29% к 18% за счет оптимизации параметров. Это обеспечивает ежемесячную экономию затрат примерно в размере 118 836 иен., что означает годовую экономию в размере около 1,426 миллиона йен..
Заглядывая в будущее, мы будем и дальше углублять исследования процессов, изучить применение технологии искусственного интеллекта для оптимизации параметров процесса, создавать интеллектуальные системы оптимизации процессов, и добиться постоянного улучшения качества продукции и эффективности производства.
Для производителей электроники, которым необходимо внедрение новой продукции, желательно выбрать универсального поставщика решений, такого как UGPCB., который объединяет дизайн печатной платы, Производство, печатная плата, и ПЭЦВД услуги. Мы рассматриваем потенциальные проблемы в процессах изготовления печатных плат и печатных плат, начиная со стадии проектирования., проводить различные симуляционные тесты, и внедрить систему полного контроля качества от поступления материалов до тестирования и упаковки., обеспечение стабильности и постоянства качества продукции.
