
Avec le développement rapide des communications 5G, intelligence artificielle, et technologies informatiques à haut débit, la demande de performances thermiques supérieures dans PCB (Cartes de circuits imprimés) pour les équipements électroniques devient de plus en plus exigeante. Selon Prismark, la taille du marché mondial des PCB ayant des exigences élevées en matière de dissipation thermique devrait atteindre $4.78 milliards dans 2023, avec un TCAC dépassant 9.2%. En particulier dans le domaine des hautes fréquences et PCB à grande vitesse, la surchauffe localisée est devenue un facteur critique affectant la fiabilité des appareils.
Limites techniques des processus traditionnels de blocs de cuivre intégrés
Le processus industriel actuel pour l'intégration de blocs de cuivre implique le pré-fenêtrage du panneau central et du préimprégné. (Pp) avant laminage, placer le bloc de cuivre pendant le processus de stratification, et en s'appuyant sur le flux de la résine PP pour compléter l'enrobage et la fixation. Bien que cette méthode soit largement utilisée, il a deux limites importantes:
Premièrement, le PP utilisé dans le laminage doit avoir une teneur en résine suffisante. Selon la norme IPC-4101E, Le PP à haute teneur en résine doit avoir une teneur en résine de 68% ± 5%. Si le volume de résine est insuffisant, des vides se produisent autour de la zone de remplissage du bloc de cuivre, formant des espaces visibles.
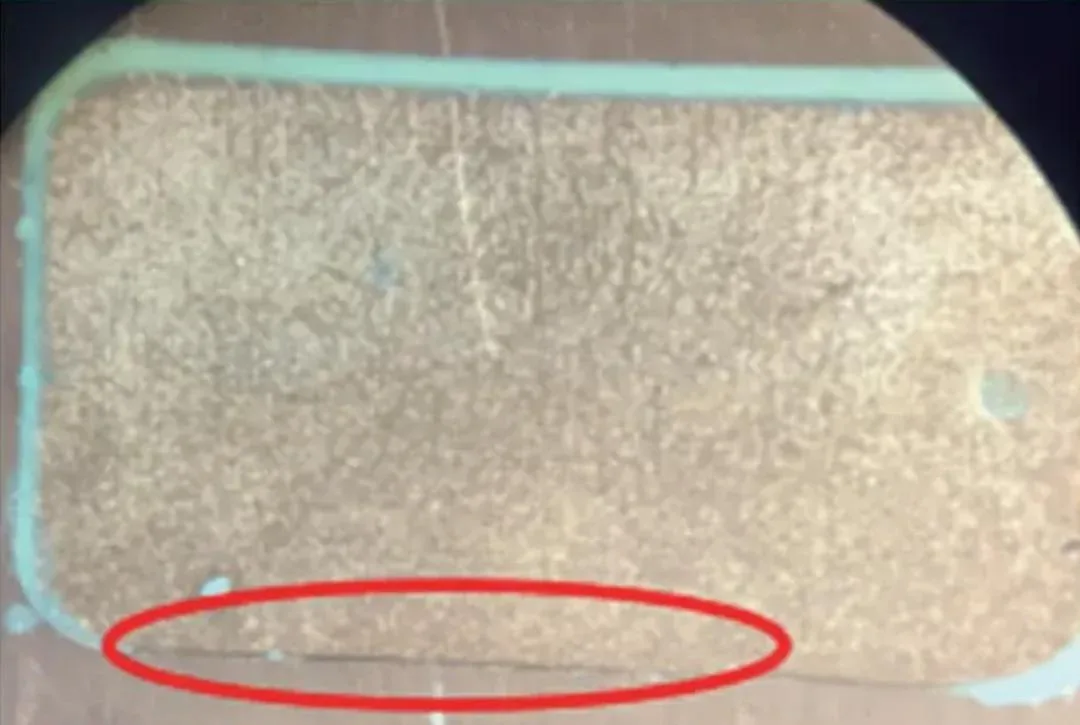
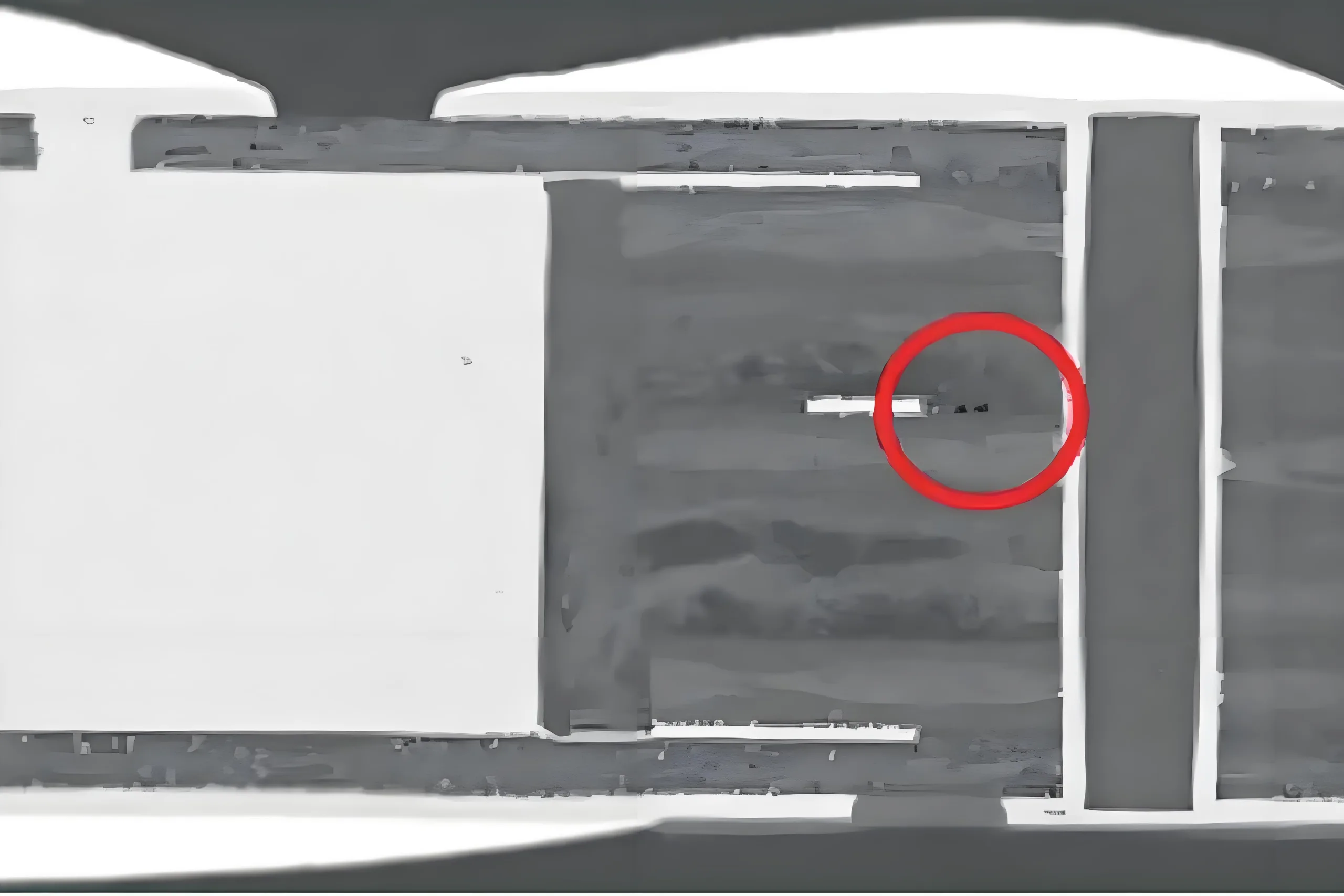
Deuxièmement, le débit du PP doit être contrôlé avec précision. Selon l'IPC-TM-650 2.3.17 méthode d'essai, la viscosité dynamique du PP doit être contrôlée dans la plage de 800-1,500 PA · S (à 180°C). Si le débit est trop élevé, un excès de résine peut s'écouler dans les zones interstitielles, provoquant une famine de résine dans les régions du circuit voisines, conduisant à une mauvaise stratification et à des fissures internes dans la planche (Chiffre 2).
Ces limitations rendent les méthodes traditionnelles inadaptées IDH produits fabriqués par stratification par accumulation séquentielle. Pour relever ce défi de l’industrie, la méthode de remplissage de résine sous vide a vu le jour.
Principe du processus et avantages techniques du remplissage de résine sous vide
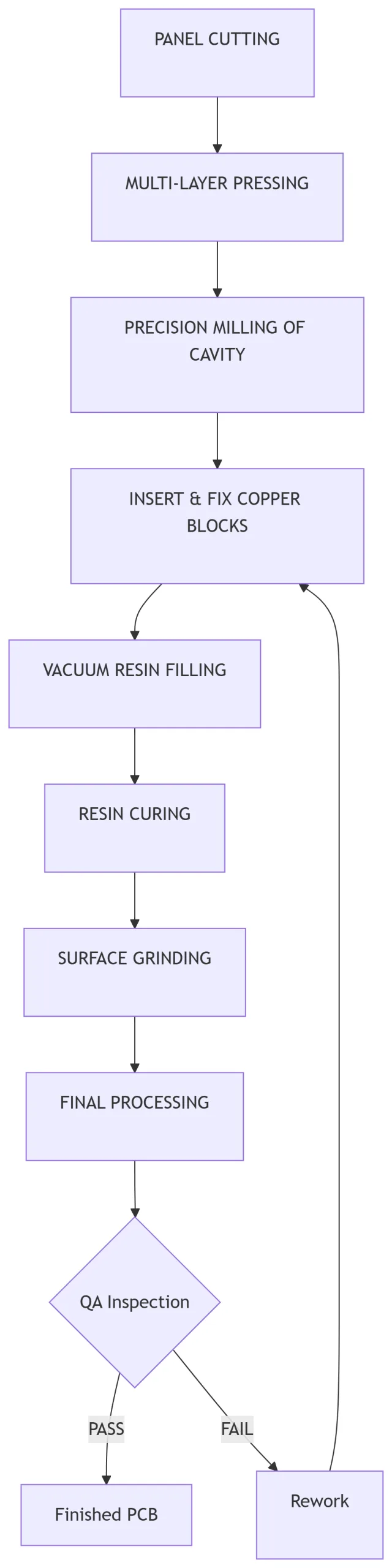
La méthode de remplissage de résine sous vide adopte une approche technique complètement différente: d'abord, Un routage de précision est effectué sur le panneau laminé pour créer des cavités; des blocs de cuivre sont ensuite placés et fixés; suivi d'un remplissage de résine sous vide; après durcissement de la résine, la dernière étape est le broyage. Le flux de traitement complet est: Panelisation → Stratification → Routage → Placement de blocs de cuivre → Remplissage de résine → Broyage → Processus ultérieurs.
Cette méthode offre des avantages significatifs par rapport au processus traditionnel:
-
Applicable aux structures complexes comme Cartes HDI
-
Résultats de remplissage plus uniformes et plus fiables
-
Capacité de reprise et de réparation
-
Environ 30% amélioration de l'efficacité de la production
-
Réduction des coûts d'environ 15-20%
Conception et validation des paramètres clés pour le processus de remplissage sous vide
Conception d'optimisation de la forme et de la taille de la cavité
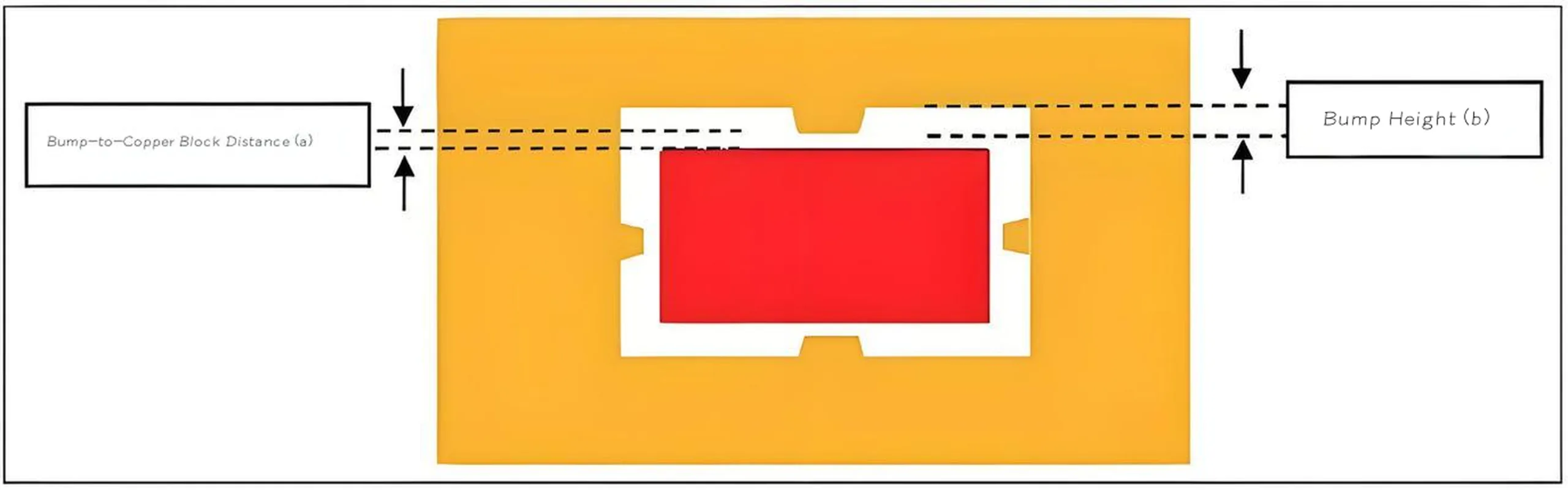
Selon les exigences strictes d'un client majeur, la taille du remplissage de résine autour du bloc de cuivre doit être inférieure à 0,254 mm. Compte tenu de la précision de la machine de routage interne de ± 0,075 mm, la taille de la cavité doit satisfaire: 2un + b ≤ 0,179 mm (ou 2a + b ≤ 0,204 mm). Par conséquent, quatre schémas de taille de cavité ont été conçus:
① a = 0,05 mm, b = 0,050 mm
② a = 0,05 mm, b = 0,075 mm
③ a = 0,05 mm, b = 0,100 mm
④ a = 0,075 mm, b = 0,050 mm
Trois modèles de forme de cavité ont également été testés:
-
Forme A: Rectangulaire standard
-
Forme B: Rectangle avec une saillie ajoutée au milieu de chaque côté
-
Forme C: Rectangle avec une saillie ajoutée à 1 mm de chaque coin sur les quatre côtés
Utilisation de cartes de test d'une épaisseur de 1,00 mm et de blocs de cuivre d'une épaisseur de 0,98 mm, fixé avec du ruban adhésif résistant aux hautes températures, un essai de remplissage sans résine a été réalisé sur une machine de remplissage sous vide. Les résultats ont montré que la forme C (rectangle avec des saillies de coin) fourni les meilleures performances anti-rotation et anti-mouvement, et a été sélectionné pour une validation ultérieure.
Sélection des matériaux du film de fixation des blocs de cuivre
Compte tenu de la facilité de fixation et de retrait du bloc de cuivre, ainsi que la stabilité thermique pendant la cuisson, le film de fixation doit répondre aux exigences de résistance aux températures élevées et de pouvoir collant approprié. Deux matériaux ont été comparés: Film PE et ruban résistant aux hautes températures.
-
SUR LE CINÉMA: Résistance thermique insuffisante (maximum 150°C), sujet à la déformation pendant la cuisson.
-
Ruban résistant aux hautes températures: Résiste à des températures supérieures à 200°C, a un caractère collant modéré, et ne laisse aucun résidu une fois retiré.
Les résultats expérimentaux ont clairement indiqué que le ruban résistant aux hautes températures est le choix optimal pour le film de fixation incorporant des blocs de cuivre..
Optimisation de la différence de hauteur entre le bloc de cuivre et la surface du panneau
Deux schémas de dénivelé ont été conçus pour validation:
-
Schème 1: Bloc de cuivre 20 μm plus haut que la surface de la carte
-
Schème 2: Bloc de cuivre 40 μm plus haut que la surface de la carte
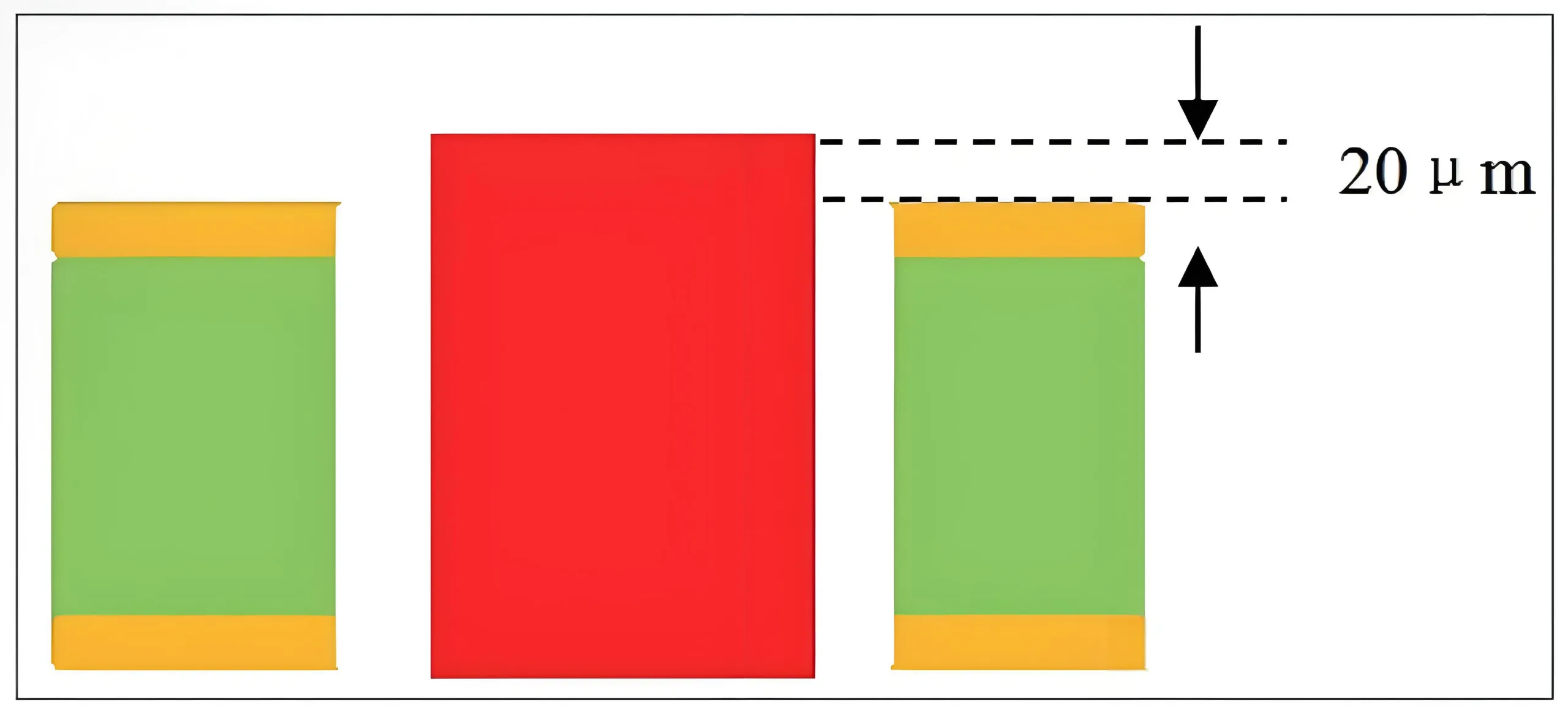
Les résultats expérimentaux n'ont indiqué aucun problème d'inadéquation avec l'un ou l'autre des schémas. Cependant, du point de vue du processus de broyage ultérieur, une différence de hauteur de 20 μm est plus propice au contrôle de la quantité de broyage et à la réduction du temps de processus.
Optimisation des paramètres de remplissage de résine
Basé sur la taille et la forme de la cavité précédemment conçue, et en tenant compte des spécifications de maille de tamis de remplissage interne couramment utilisées, un maillage 43T a été utilisé pour le remplissage sous vide. Des schémas de remplissage en un et deux passages ont été conçus. L'effet de remplissage de résine dans la zone du bloc de cuivre a été inspecté après le remplissage:
-
Remplissage en un seul passage: Taux de remplissage environ. 85-90%, avec des bulles mineures présentes.
-
Remplissage en deux passes: Le taux de remplissage atteint plus 98%, sans défauts apparents.
Clairement, l'utilisation d'un maillage 43T pour le remplissage de résine en deux passes répond aux exigences de volume de résine pour la zone d'espacement des blocs de cuivre, garantir des résultats de remplissage fiables.
Étude comparative sur les méthodes de placement en boulangerie
Après remplissage en résine, une cuisson pour le durcissement est nécessaire. Deux méthodes de placement en cuisson étaient disponibles en interne:
-
Placement vertical: Sur supports à crémaillère
-
Placement horizontal: Sur plateaux empilables
Les résultats expérimentaux ont clairement montré que le placement vertical sur les supports de rack n'était pas conforme. La raison principale est que la résine chargée reste fluide pendant la cuisson., et sous gravité, ça coule vers le bas, provoquant une perte de résine dans les interstices et entraînant la formation de vides. Le placement horizontal sur des plateaux empilables ne présente aucune anomalie et constitue la méthode de cuisson recommandée..
Validation de la fiabilité des produits et résultats des tests
Sur la base des conclusions de la recherche sur les points de contrôle clés ci-dessus, un lot de produits PCB à blocs de cuivre intégrés a été produit à titre d'essai, et 10 les échantillons ont été sélectionnés au hasard pour des tests de fiabilité complets. Éléments de test inclus:
Test de soudure par refusion
Selon la norme IPC-6012E, 6 cycles de brasage par refusion sans plomb (température maximale 260°C) ont été menés. Tous les échantillons ont été transmis sans délaminage, cloquant, ou des fissures.
Test de contrainte thermique
Suivant IPC-TM-650 2.6.8 méthode, un test de brasage au flotteur à 288 °C ± 5 °C a été effectué pour 20 secondes. Tous les échantillons n'ont montré aucune anomalie.
Test de cyclage thermique
Selon la norme IPC-9701A, 1000 des cycles de -55°C à 125°C ont été effectués. Tous les échantillons ont conservé des performances électriques et une intégrité structurelle normales.
Tableau: Résumé des résultats des tests de fiabilité
| Article de test | Conditions d'essai | Taux de réussite | Base standard |
|---|---|---|---|
| Soudeur de reflux | 260°C × 6 cycles | 100% | IPC-6012E |
| Contrainte thermique | 288°C × 20 s | 100% | IPC-TM-650 2.6.8 |
| Cyclisme thermique | -55°C~125°C × 1000 cycles | 100% | IPC-9701A |
Perspectives d'application et valeur commerciale de la méthode de remplissage sous vide
La méthode de remplissage de résine sous vide pour l'incorporation de blocs de cuivre surmonte non seulement les limites des méthodes traditionnelles, mais apporte également une valeur commerciale significative à l'industrie des PCB.:
Traduire les avantages techniques en valeur commerciale
-
Rendement amélioré: Réduit les déchets causés par les vides et les fissures, augmentation du rendement d'environ 12-15%.
-
Réduction des coûts: Simplifie le flux de processus, réduire les coûts de production en 15-20%.
-
Applications étendues: Permet l'utilisation de la technologie de dissipation thermique par bloc de cuivre intégré dans Produits HDI, ouvrir de nouveaux espaces de marché.
Domaines d'application étendus
Cette technologie est particulièrement adaptée:
-
5PCB d'amplificateur de puissance de station de base G
-
Cartes mères de serveur haut débit
-
Unités de commande électroniques automobiles (COUVERTURE)
-
Cartes d'éclairage LED haute puissance
-
Modules de puissance industriels
Conclusion et perspectives
Cet article valide systématiquement la faisabilité et la fiabilité de la méthode de remplissage de résine sous vide dans la technologie des PCB à blocs de cuivre intégrés par le biais d'expériences.. Les principales conclusions sont les suivantes:
-
Forme de cavité utilisant un rectangle avec des saillies à 1 mm de chaque coin (Forme C) empêche efficacement le mouvement et la rotation du bloc de cuivre.
-
L'utilisation d'un ruban résistant aux hautes températures comme film de fixation du bloc de cuivre garantit l'efficacité de la fixation et facilite le retrait ultérieur..
-
Des différences de hauteur de 20 μm et 40 μm entre la valeur de conception de l'épaisseur du bloc de cuivre et de la carte sont réalisables, mais le schéma 20 μm est recommandé du point de vue du contrôle des processus.
-
L'utilisation d'un maillage 43T pour le remplissage de résine en deux passes garantit un remplissage suffisant et cohérent.
-
Le placement horizontal sur des plateaux empilables pendant la cuisson évite les défauts de remplissage causés par le flux de résine.
Par rapport à la méthode de stratification traditionnelle pour l'intégration de blocs de cuivre, la méthode de remplissage de résine sous vide offre des avantages significatifs, notamment une efficacité plus élevée, moindre coût, retravaillabilité plus élevée, et adéquation aux cartes HDI. Alors que les exigences en matière de dissipation thermique dans les équipements électroniques continuent d'augmenter, cette nouvelle technologie est sur le point de devenir un choix de processus crucial pour la fabrication de PCB à haute dissipation thermique.
Pour les ingénieurs de conception et les spécialistes des achats à la recherche de solutions PCB à haute dissipation thermique, il est recommandé d'engager des discussions détaillées avec des professionnels Fournisseurs de PCB. [Cliquez sur ce lien pour télécharger le rapport détaillé de fabrication des produits de notre entreprise pour des solutions optimales et un support technique adapté à des applications spécifiques.]
Les fournisseurs de services de fabrication de PCB de qualité peuvent offrir des services complets allant de la consultation en conception à la production en volume. PCB, garantissant d'excellentes performances thermiques des produits et réduisant les délais de mise sur le marché.
