
В быстро развивающейся отрасли производства электроники, СМТ дефекты надгробия (обычно называют эффектом Манхэттена или дефектами надгробной плиты) остаются критическим узким местом, ограничивающим улучшения в области печатных плат и печатная плата Выход первого прохода. Поскольку достижения, основанные на искусственном интеллекте, способствуют комплексному обновлению технологии печатных плат, инновации в материалах, процессы, и архитектуры открывают новый отраслевой цикл. Широкое распространение компонентов миниатюрных чипов., такой как 0402 (01005) пакеты, привело к возрождению феномена Манхэттена с более высокой частотой встречаемости., становится неизбежной проблемой в высокотехнологичном производстве.. В этой статье представлен углубленный анализ причин надгробий на основе международных данных. Стандарты IPC и механические модели, одновременно реализуя комплексную стратегию профилактики, включающую разработку, материалы, и оптимизация процессов.
Манхэттенский феномен: Невидимый убийца в пайке SMT
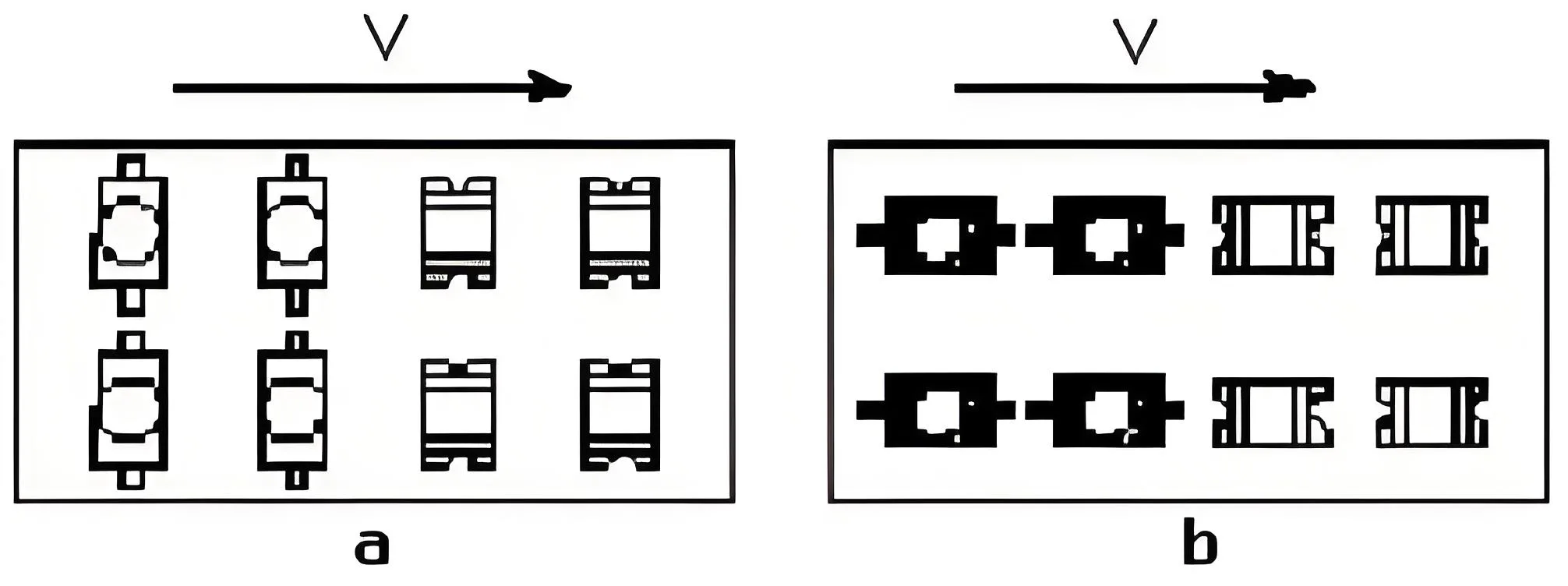
Феномен Манхэттена — распространенный дефект при пайке оплавлением SMT., где один конец компонента чипа отрывается от площадки, вращающийся вертикально под углом (обычно 30–90 °), напоминающий небоскреб или надгробие — отсюда и его название. Этот дефект не только ухудшает электрическое соединение, но также может привести к коротким замыканиям., холодные суставы, и другие вопросы, серьезное снижение надежности продукта.
Основная проблема связана с дисбалансом крутящего момента, вызванным неравными силами на концах компонента.. Когда паяльная паста на одном конце плавится первой и создает силы смачивания., в то время как противоположный конец остается нерасплавленным, перепад поверхностного натяжения тянет компонент в вертикальное положение, формирование надгробия. По механическим моделям, надгробие происходит, когда коэффициент баланса Eb превышает 1.
Механический механизм и ключевые параметры манхэттенского явления
Анализ силовой модели
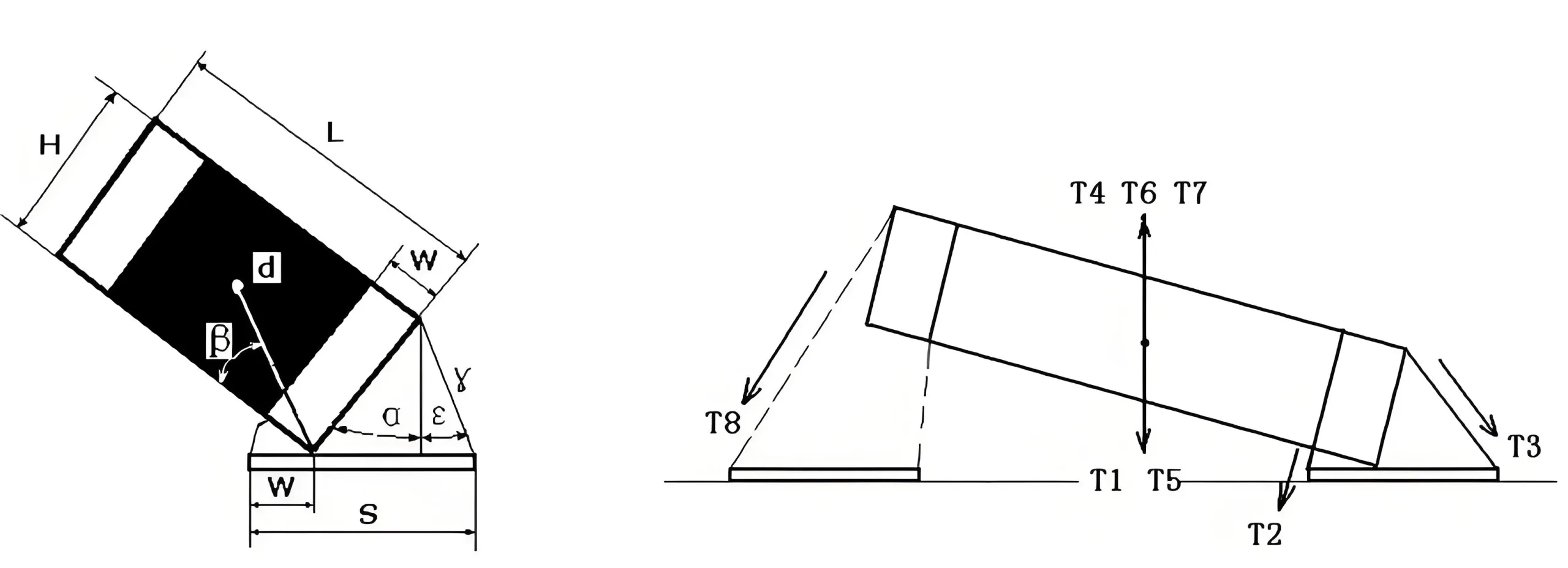
Силы, действующие на деталь при пайке оплавлением, сложны и включают в первую очередь следующие моменты::
-
Сопротивление моментам:
-
T1 = Мгдкос(а+б) (компонент гравитации)
-
T2 = γωcos(а/2) (поверхностное натяжение расплавленного припоя на дне детали)
-
T5 = Рекламные объявления(а+б) (сила сцепления паяльной пасты)
-
-
Моменты вождения:
-
T3 = γHsin(а+д) (поверхностное натяжение на торцевом скруглении детали)
-
T6 = Мвдкос(а+б) (сила, вызванная вибрацией конвейера)
-
T7 = Lhρgdcos(а+б) (максимальная плавучесть за счет образования газа в паяльной пасте)
-
Коэффициент баланса Eb = (Т3 + Т6 + Т7) / (Т1 + Т2 + Т5)
Когда Эб > 1, движущие моменты превосходят моменты сопротивления, неизбежно вызывая эффект Манхэттена.
Критическая роль поверхностного натяжения
Расплавленная паяльная паста минимизирует площадь поверхности в соответствии с принципом минимизации энергии.. Его поверхностное натяжение определяется как σ = (Фс – Фв) · n1, где Fs — свободная поверхностная энергия, Fv – объемная свободная энергия., n1 — количество молекул на единицу площади..
Из уравнения Лапласа, дополнительное давление на поверхности жидкости равно: Падд = 2σH, где Н = ½(1/Р1 + 1/Р2). Различия в кривизне расплавленного припоя на концах компонентов создают неравномерное дополнительное давление., что приводит к неравномерному поверхностному натяжению и инициирует образование надгробий.
Анализ 16 Ключевые факторы, влияющие на феномен Манхэттена
Конструкция печатной платы и факторы материала
-
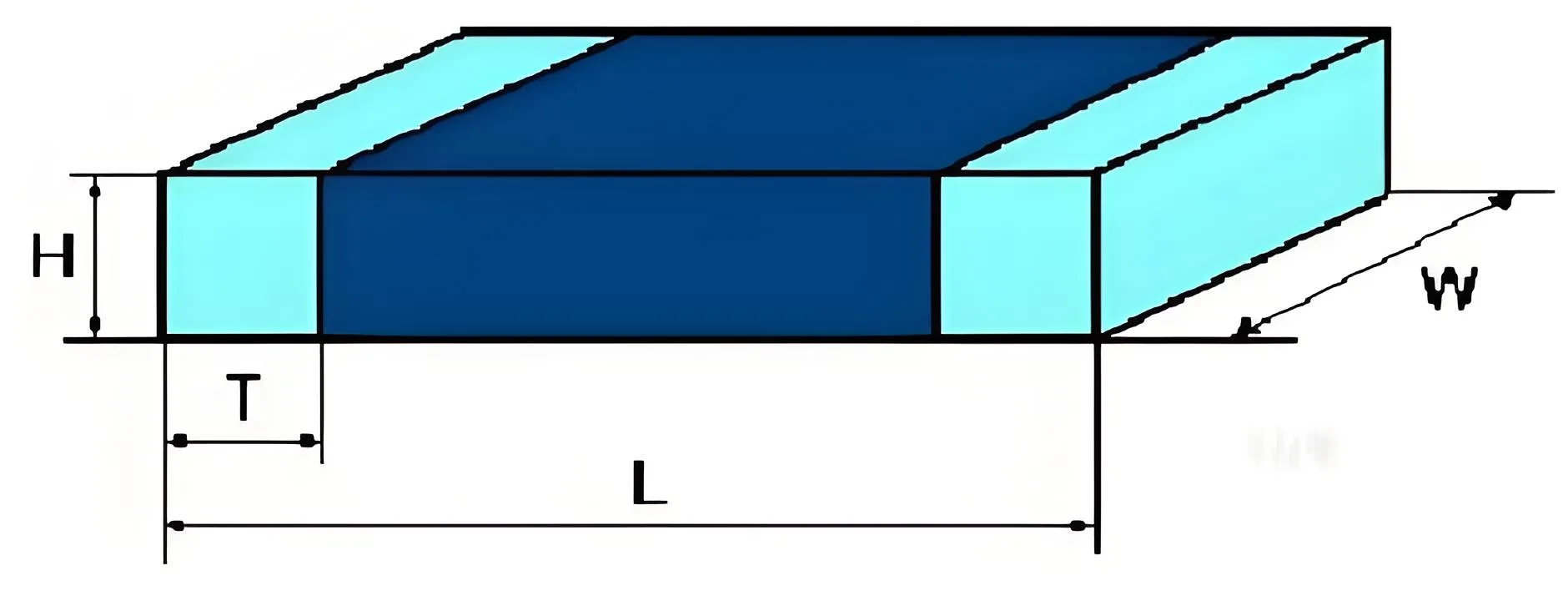
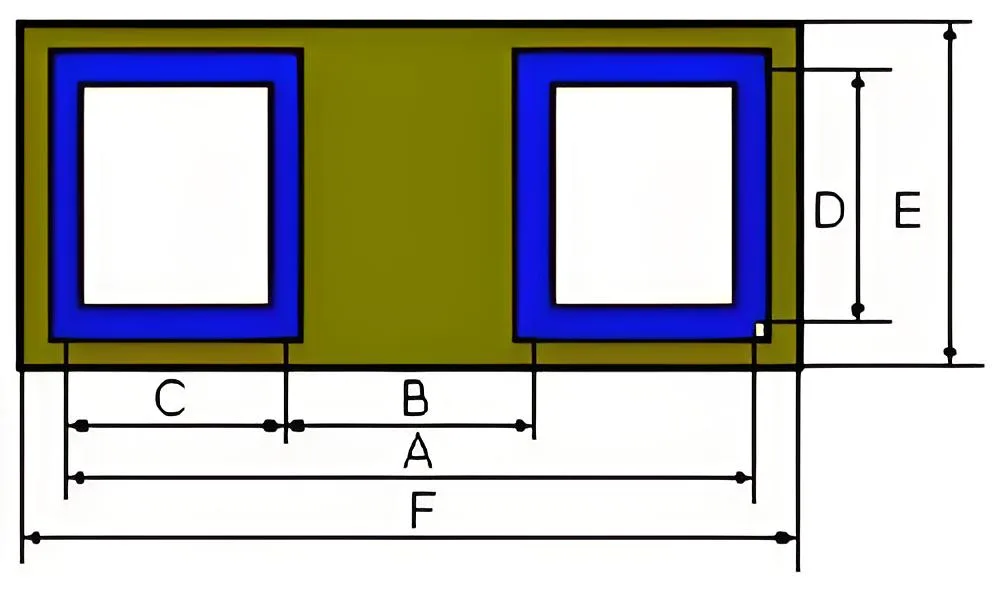
Асимметричный дизайн колодки: Несоответствие стандартам IPC-7351/IPC-SM-782 приводит к неравномерной теплоемкости.. Рекомендуемые размеры колодок должны строго соответствовать стандартам.; например, для 0402 компоненты, длина колодки A = 1,50 мм, ширина Б = 0,50 мм.
-
Несоответствие между контактными площадками компонента и печатной платы: Вызывает несбалансированные силы смачивания.
-
Изменение теплоемкости колодок: Колодки большего размера имеют более высокую теплоемкость., нагревать медленнее, и задержать плавление припоя.
-
Подложка PCB Теплопроводность: Заболеваемость наиболее высока при использовании бумажных эпоксидных подложек. (≥8%), с последующей эпоксидной смолой для стекла (≈5%), и самый низкий с глиноземной керамикой (≤2%).
-
Асимметричный объем паяльной пасты: Неправильная печать или несоответствующая толщина приводят к различиям в теплоемкости..
-
ENIG Загрязнение или окисление никелевого слоя: Приводит к плохой смачиваемости и увеличению времени смачивания..
-
Тонкое покрытие HASL: Формирует нижние слои IMC, недостаточная сила смачивания.
-
Изменение активности паяльной пасты: Плохая однородность потока или чрезмерное предварительное испарение..
Факторы процессов и оборудования SMT
-
Неравномерный нагрев на концах компонентов: Изменение температуры в печи оплавления ΔT > ±2°C приводит к тому, что один конец плавится первым..
-
Неправильное размещение компонентов: >25% несоответствие в перекрытии контактных площадок компонента и печатной платы приводит к неравномерной теплопередаче.
-
Надгробие из-за бесконтактного размещения: Компоненты, не полностью контактирующие с паяльной пастой, препятствуют теплопроводности..
-
Кража припоя или дыры в соседних переходных отверстиях: Уменьшает объем паяльной пасты, изменение теплоемкости.
-
Эффект ветровой стены в печах оплавления: Неправильная частота вращения вентилятора приводит к локальной разнице температур..
-
Недостаточный предварительный нагрев: Недостаточная температура или продолжительность предварительного нагрева увеличивается ΔT.
-
Неправильная ориентация компонентов: Не обеспечивает одновременный вход обоих концов в зону оплавления..
-
Неправильное использование атмосферы N2: Чрезмерное предотвращение окисления ускоряет начальное смачивание, уменьшение окна регулировки ΔT.
Комплексная стратегия предотвращения и решения манхэттенского феномена
Оптимизация дизайна контактной площадки – Соблюдение стандартов IPC
Строгое соблюдение стандартов IPC-7351B при проектировании контактных площадок является основополагающим.. Рекомендуемые размеры колодок (в мм) являются:
| Тип компонента | Длина колодки (А) | Ширина колодки (Б) | Расстояние между контактными площадками (В) | Длина площадки под компонентом (Дюймовый) |
|---|---|---|---|---|
| 0201 | 0.75 | 0.23 | 0.23 | 0.31 |
| 0402 | 1.50 | 0.50 | 0.50 | 0.60 |
| 0603 | 2.10 | 0.90 | 0.60 | 0.90 |
| 0805 | 2.60 | 1.20 | 0.70 | 1.30 |
Обеспечьте симметрию контактной площадки; Длина подкладки под компонентом должна превышать ширину металлического конца, чтобы увеличить противодействующий момент T2..
Совершенствование процессов печати и размещения
-
Контроль печати паяльной пасты: Используйте 3D SPI для проверки толщины и площади пасты., обеспечение разницы объемов между концами <10%. Поддерживайте толщину на уровне 100–130 мкм., с регулярной очисткой трафарета и проверкой натяжения.
-
Повышение точности размещения: Используйте высокоскоростные россыпи Siemens серии SX с 3D-лазерной калибровкой для точности размещения ±25 мкм., обеспечение равномерного контакта концов компонентов и паяльной пасты.
-
Оптимизация ориентации компонентов: Проектирование с длинной осью компонента, перпендикулярной линии ограничения оплавления, возможность одновременного входа обоих концов в зону плавления для синхронного плавления.
Точный контроль профиля пайки оплавлением
-
Адекватный предварительный нагрев: Разогрейте при температуре 150–180°C в течение 60–120 секунд., уменьшение ΔT между концами с точностью до ±2°C.
-
Контролируемое наращивание: Поддерживайте наклон на уровне 1,0–2,0°C/сек, чтобы избежать теплового удара..
-
Пиковая температура: 235–245°C для бессвинцовой пайки, со временем выше ликвидуса 45–75 секунд.
-
Равномерность температуры в духовке: Регулярно контролируйте и калибруйте температуру духовки., обеспечение поперечного изменения доски <±2°С.
Альт: Сравнение оптимизированных и. стандартные профили пайки оплавлением с указанием разницы в предварительных и пиковых температурах.
Модернизация материалов и оборудования
-
Выбор паяльной пасты: Используйте неэвтектические пасты с двойной температурой плавления, чтобы продлить время полного смачивания и уменьшить ΔT.. Пасты высокой вязкости обеспечивают механическую стойкость и противодействуют поверхностному натяжению..
-
Обновление оборудования: Внедрить системы оплавления ERSA с 16-зонной защитой от N2., контроль пиковых колебаний температуры в пределах ±1,5°C.
-
Улучшение системы АОИ: Разверните автоматический оптический контроль с точностью 0,02 мм² для обнаружения надгробий в режиме реального времени..
Система предотвращения и отслеживания на основе данных
Создайте полноценную цифровую систему отслеживания процессов с использованием MES для мониторинга. 120+ ключевые параметры процесса, запись данных для каждой платы о положении размещения и температуре пайки. Когда уровень захоронений превышает пороговые значения (например, >1.5% для 0402 компоненты), быстро идентифицировать конкретное оборудование и операторов для адресной коррекции.
Внедрить статистическое управление процессом SPC для мониторинга ключевых параметров, таких как коэффициент баланса Eb., ΔТ, и смещение размещения в реальном времени, создание механизмов раннего предупреждения для превентивного предотвращения.
Заключение: Комплексная стратегия 99.9% Выход с первого прохода
Феномен Манхэттена — это многофакторная проблема в производстве SMT, требующая систематического предотвращения.:
-
Дизайн прежде всего: Строго следуйте стандартам IPC-7351., оптимизировать дизайн колодки, и обеспечить тепловой баланс.
-
Точность процесса: Контрольная печать, размещение, и этапы оплавления для минимизации разницы в ΔT и времени смачивания..
-
Высококачественные материалы: Выбирайте паяльные пасты с соответствующей активностью и равномерным распределением флюса..
-
Стабильное оборудование: Обеспечить однородность температуры печи и точность размещения в соответствии со стандартами..
-
Подход, основанный на данных: Внедрение полного отслеживания процессов и SPC для перспективного предотвращения.
Благодаря этим мерам, производители печатных плат может снизить уровень брака на Манхэттене ниже уровня ниже 0.1%, достигать 99.9% Выход первого прохода, и соответствовать высочайшим требованиям надежности, предъявляемым к высокопроизводительным печатным платам для серверов искусственного интеллекта и автомобильной электроники.. На этом новом этапе печатная плата переход стоимости отрасли, покорение феномена Манхэттена — это не только техническая задача, но и важный шаг на пути повышения конкурентоспособности..
Примите меры сегодня: Для поддержки проектирования контактных площадок компонентов, соответствующих стандарту IPC, или расценок на обработку печатных плат, свяжитесь с нашей технической командой для получения комплексных решений от проектирования печатных плат до производства, Сборка печатной платы, и ПЭЦВД защита.
